Производитель
Производитель
400x177x108 мм (0)
Aaronia (2)
ACNOVO (1)
Ada (233)
ADL (72)
Adronic Endoscope (1)
Agatec (2)
AGFA NDT (4)
Agilent Technologies (9)
AKA SCAN (10)
Akc (2)
Alfa Testing Equipment (80)
Alfa-Laval (29)
AlfaTech (10)
AM.TECH (1)
AMMIX (1)
AMO (107)
AnaPico (3)
AND (1)
Anritsu (11)
Anton Paar GmbH (47)
Apator PoWoGaz S.A. (1)
Apex Instruments (1)
Appa (1)
Arkon (14)
Array Corporation (0)
Aurora (7)
BACO (16)
Balteau (1)
Balteau NDT (1)
Bartec Benke (3)
Berger (4)
Beyond (2)
Binder (0)
BINZEL (2)
BMI (4)
Bosch (23)
Bounty Hunter (9)
Brady (8)
BRESSER (2)
BRIMA (2)
Broen (73)
Brookfield (2)
Bruker (11)
BUCKLEYS (8)
Bushnell (9)
BWT (15)
Cannon Instrument (9)
CAS (25)
Casella (1)
CEM (0)
CEM Instuments (17)
CEM TECH (218)
CENTER (55)
CFR Engines Inc (1)
CHAMPION (4)
Changsha Kaiyuan Instruments (46)
Chauvin Arnoux (45)
CHCNAV (13)
CHK (1)
CMT (1)
Colenta (4)
CONDTROL (29)
CONOTECH (9)
CONTROLS (5)
CST (4)
CST/Berger (6)
Dahua (39)
Dali-tech (30)
Danfoss (47)
Dansensor (1)
Dataphysics (15)
DeFelsko (4)
DEKO (1)
Detech (2)
DUERR NDT (1)
Easylux (7)
EATECH (11)
Eclipse Scientific (1)
EFER (13)
EFIX (4)
Elcometer (9)
Element (2)
Endomag (0)
Era (1)
ERMENRICH (22)
ESAB (17)
Espada (2)
ETALON-PROFIT (81)
Etech (22)
eVIT (23)
EVOSPARK (1)
Eyoyo (3)
F5 (8)
F5 Technologie (0)
Faro (6)
FISCO (22)
Fisher (13)
Fisher Labs (14)
FLIR (56)
Fluke (109)
Fluke Networks (38)
FMS (1)
FOIF (6)
FORM + TEST (1)
Fortis (5)
Fortuna (11)
Foxweld (5)
FPI (6)
FUBAG (1)
FUJIFILM (1)
Fungilab (4)
Funke (26)
G-winner (49)
Garrett (15)
GAS-SOLUTIONS (1)
GCE (9)
GE Measurement & Control (6)
GE Panametrics Ltd. (0)
Gecil Process (2)
Geo Fennel (5)
Geobox (84)
GeoDesy (3)
Geodetika (1)
Geomax (63)
Geotac (3)
Getac (1)
GNR Analytical Instruments Group (21)
GNR OPTICA (0)
Gölz (39)
GOTECH (163)
Grabner (5)
Graphtec (1)
Greentest (7)
GreenValley (1)
GSSI (11)
GT (3)
Guide (0)
Guide Sensmart (26)
Guided Ultrasonics Ltd (1)
GW Instek (11)
GYSMI (2)
HAMA (1)
Harfang (2)
HEINE Optotechnik (24)
HELLING (6)
HIKMICRO (30)
Hikvision (85)
Hilti (4)
Hoke (1)
Honeywell (0)
HORIBA (1)
HTI (14)
Huawei Guochuang Ltd. (1)
HUEPAR (5)
Humminbird (26)
Hydramotion (1)
ICM (1)
IKA (3)
Impuls-NDT (1)
Index (3)
InfraTest (3)
Inskam (9)
Instrumax (6)
Intek (1)
InterAV (1)
INWAVE (4)
iRay (5)
iRay Technology (185)
James Instruments (1)
Jamicon (0)
Javad (20)
Jenway (1)
Jet (2)
JME (1)
jProbe (26)
Julabo GmbH (8)
Karl Deutsch (1)
KB Pruftechnik GmbH (1)
Kelvion (22)
Keysight Technologies (9)
Kinex (2)
KODAK (2)
Koehler Instrument (175)
Kraftool (1)
KRASS (5)
KRUSS (3)
KW-Trio (0)
KWB (1)
KYOKKO (0)
Kyoto Electronics (3)
Labino (7)
Laboratoroff (1)
Lamy Rheology (4)
LANScientific (56)
Laryee Technology (141)
Laserliner (9)
Leica (77)
Lemis (3)
LEUTERT (21)
Lovibond (1)
Ludwig Schneider (2)
LZIRTEK (15)
MAGMA (122)
Magnaflux (17)
MAHR (1)
Makro (4)
Mastech (4)
Master Professional (1)
MATEST (131)
MESSER (8)
Metcon (5)
Metrohm AG (1)
METTLER TOLEDO (1)
Micron (8)
Millipore (1)
Minelab (12)
Mineralab (2)
Minol-ZENNER (1)
Mitsubishi Chemical (6)
MITUTOYO (18)
MOSA (3)
MRU (3)
MSA Safety (5)
MUSTANG (0)
NAVMOPO (3)
NDT-club (1)
NEC (1)
Nedo (46)
Nikon (13)
Nippon Instruments (1)
NL Scientific (105)
Nokta (6)
Normalab France (54)
NOVOTEST (0)
Ohaus (0)
OLYMPUS (49)
Optech (2)
Orbis BV (3)
Orto Alresa (1)
OXFORD INSTRUMENTS (10)
Pacific Crest (8)
PALMER WAHL (1)
Panametrics (2)
Parker Kittiwake (2)
Parker Research Corp. (3)
Parr Instrument (3)
PCE (5)
Pentax (1)
PerkinElmer (7)
Phase Dynamics (1)
Plant Integrity Ltd (1)
Plint Tribology (2)
Polimaster (38)
PRESI (5)
Proceq (28)
PROSMD (73)
Protec GmbH (1)
Protek (1)
Qualitest (1)
Radex (1)
Radiodetection (3)
Rapiscan Systems (2)
RayCraft (2)
Redbo (4)
REDIUS (13)
Redtrace (25)
Resanta (0)
Retrotek (0)
Retsch (14)
Revealer (15)
RGK (551)
RheoSense (2)
Rheotest (6)
Ridgid (4)
Rigaku (7)
RoboToolz (1)
Rofa (3)
Rohde&Schwarz (12)
Ruide (3)
Ryobi (2)
SaluTron Messtechnik (13)
Satel (2)
Satelline Easy (2)
SciAps (11)
Scietegra (1)
SDMO (4)
Seco (8)
SEM (0)
SES GmbH Analysesysteme (1)
SFH (11)
SHAN (5)
Shanghai e-Compass Science and Technology (14)
Shanghai Yihua V&A Instrument (40)
Shatox (14)
Shenzhen Longot Technology (2)
Sherwin Babb Co (1)
Sial (0)
Sibata Scientific Thechnology (1)
SIUI (1)
SKC (2)
Skyray Instrument (3)
Smart Sensor (48)
SNDWAY (3)
SocTrade (1)
Sokkia (65)
SONATEST (12)
South (9)
Spectro Scientific (13)
Stanford Research Systems (2)
Stanhope-Seta (7)
Stanley (1)
STARMANS (4)
START (3)
Stonex (57)
Supereyes (2)
Symank (42)
Tamson Instruments (36)
Tanaka Scientific (16)
TBi (3)
TBT (0)
TBT SCIETECH (197)
TE Instruments (1)
Techno (4)
Technoglas (2)
Teknetics (8)
TEKTRONIX (1)
Termex (51)
Tesoro (11)
TesTex Inc. (1)
TESTING (5)
Testo (229)
Thermo Scientific (1)
TIME GROUP INC (56)
Tintometer (4)
Topcon (62)
Torus (16)
Trimble (40)
TROTEC (9)
UGUR (1)
UK Sampling Gauges (10)
Uni-T (81)
UnionTEST (4)
Utest (78)
VE TITAN (29)
Vega (42)
VILLO (127)
viZaar (25)
Votum (1)
Welker (1)
Wester (20)
White Nord (0)
Whites (7)
Wohler (1)
Wopson (3)
Wuhan Guide Infrared (2)
X-Zone (2)
Xinda Instrument (37)
XP (12)
YAMAHA (2)
YXLON International (5)
Z+F Group (7)
Zehntner (0)
Zematra BV (2)
Zhengbang Electronic Equipment Co (2)
Авиатех (0)
Австрия (1)
АГНИ (0)
Адам (0)
Ака (0)
АКА-Скан (0)
Акватек Все Для Воды (0)
Акип (0)
АКС (0)
АКТЕСТ (0)
Актив (0)
Алтек (0)
Алтес (0)
Альфа НДТ (0)
АМО (9)
Аналитприбор (0)
Анток (0)
АПИК (0)
Арсенал НК (0)
Ассоциация ВАСТ (0)
БАМЗ (0)
БАРС (0)
Беларусь (4)
БМЦ (0)
Вессервис (Невские весы) (0)
ВНИР (0)
Восток-7 (0)
ВРТ (0)
Газоанализаторы (0)
Германия (57)
Градиент-Техно (0)
Грант (0)
ДиКом (0)
Донмет (0)
ЗИМ ТОЧМАШПРИБОР (0)
ЗИПО (0)
ЗМ (4)
Зонды абсолютного давления, температуры и влажности (0)
ИНАКОН (0)
ИНТЕРИНЖ (0)
ИНТЕРПРИБОР (0)
Интерюнис (0)
Интроскоп (0)
ИНТРОТЕСТ НПО (0)
ИнформАналитика (0)
Инфратех (0)
Ирландия (1)
Искатель-2 (0)
Искролайн (1)
Италия (86)
Кавик (0)
Канада (1)
Квалитет (0)
Кельвин (0)
КировИнструмент (0)
Китай (293)
Комита (0)
КОНСТАНТА (0)
Конструкция (0)
КОНТРОЛЬ. ИЗМЕРЕНИЕ. ДИАГНОСТИКА. (КИД) (5)
Контрос (0)
Контур-М (0)
Красный инструментальщик (0)
КРИОКОМ (0)
Кропус (0)
Лазер-Компакт (0)
ЛинтеЛ (0)
Литас (0)
ЛОМО-Элтем (0)
Луч (0)
Люкон (0)
Малайзия (0)
Масса-К (0)
Машимпэкс (0)
Машпроект (0)
Мегавес (0)
Мегеон (581)
МЕТ (0)
МетЭдАргоКапПроект (0)
МетЭксперт (0)
Мидл (0)
Микрорадар-Сервис (0)
Мир весов (0)
Монотест (0)
Нева (0)
Нефтесервисприбор (0)
Нефтехимавтоматика (0)
Нефтехиммашсистемы (0)
НИИИН МНПО Спектр (0)
Новогаз (0)
НОВЭЛ (0)
НОРД-С (0)
НПО "ЭТРА" (0)
НПО КАРАТ (0)
НПП Взор (0)
НПП Доза (0)
НПП Структурная диагностика (0)
НПП УРАЛТЕХНОЛОГИЯ (0)
НПП ЭЛИЗА (0)
НПФ Диатон (0)
ОКБ Спектр (0)
Октанта (0)
Ома (0)
ООО "МТК Групп" (0)
ООО Кристалл (0)
ООО ПКФ «БЕТАР» (0)
Опика (0)
Оптэк (0)
Пергам (0)
Петвес (0)
Плазер (0)
Польша (1)
ПромГруппПрибор (0)
Промхимприбор (0)
Промэкоприбор (0)
ПрофКип (0)
Профноватор (0)
ПТФМ (0)
Пылемеры (0)
РАДИО – СЕРВИС (0)
Разделение различных материалов (0)
Ратоборец (0)
РЕНЕКС (0)
Рентгенсервис (0)
Ридан (0)
РОАР (0)
РОСДОРТЕХ (0)
Росма (0)
РосПрибор (0)
Россия (6969)
Ростовская Пожарная Компания (0)
Русинтэк (0)
РУСНАВГЕОСЕТЬ (0)
Сапсан (0)
Сварог (2)
СЕМ (0)
СИНТЕЗ-НДТ (0)
Скандинавия (0)
СКБ Стройприбор (126)
СМ Климат (0)
Смартвес (0)
СНИИП-АУНИС (0)
Соэкс (0)
Спектр технологий машиностроения (0)
СПЕКТР-АТ (0)
Спектрософт (0)
Спектрофлэш (0)
Сфера (0)
США (15)
СЭЛМА (0)
Тензо-М (0)
Теплотекс АПВ (0)
Тетрон (0)
ТЕХКОМ (0)
ТЕХНО-АС (0)
ТЕХНОВОТУМ (0)
Технология (0)
Технотест (0)
ТехСпектр (0)
ТКА (0)
Трафимет (0)
УКРАИНА (5)
Ультратех (0)
УОМЗ (0)
Уралтермосвар (0)
Фармэк (0)
Физприбор (0)
Франция (1)
ФУТУРУМ (0)
Хромдет-Экология (0)
ЦИТ-ПЛЮС (0)
ЦМИПКС-испытания (0)
ЦЭИС (0)
ЧИЗ (0)
Экобиохим (0)
Эксис (0)
Элватех (0)
Электронстандарт-прибор (0)
Эми-прибор (0)
Энергия (5)
ЭПАК-Сервис (0)
ЭСВА (0)
Эстония (1)
Эталон (0)
Южполиметалл-Холдинг (0)
Юмас (0)
Япония (2)
Тип прибора
Тип прибора
ADSL-тестер (3)
ADSL, VDSL-тестер (1)
Cистем высокоскоростной видеосъемки (1)
Cистема телеинспекции (15)
Cпиртомер (0)
GNSS приемник (5)
L-образный аппарат (1)
LAN-тестер (6)
Led-фонарь (4)
ORL-тестер (1)
PH-метр (6)
pH-метр цифровой (1)
PTZ-камера (1)
SWIR камера (2)
TDS-метр (2)
U-образный коробчатый аппарат (1)
USB-тестер (1)
V-воронка (3)
WiFi -тестер (2)
xDSL-тестер (1)
Абразивный станок (1)
Абразивный тестер (3)
Абразиметр (3)
Автоанализатор сопротивления раздиру (1)
Автоклав (1)
Автоклав для испытания цемента (1)
Автоматизированная рентгенографическая система (1)
Автоматизированное рабочее место (1)
Автоматизированный ультразвуковой контроль (1)
Автоматическая мойка (2)
Автоматическая пресс-машина (1)
Автоматическая проявочная машина (0)
Автоматическая разрывная машина (1)
Автоматические волюметрические титраторы (0)
Автоматические компакторы Маршалла (2)
Автоматические оптические измерительные системы (1)
Автоматические четырехколонные машины для испытания бетона на сжатие (1)
Автоматические экспресс-анализаторы содержания серы в нефти и нефтепродуктах (1)
Автоматический анализатор вспышки в закрытом тигле Пенски-Мартенса (10)
Автоматический анализатор дистилляции (1)
Автоматический анализатор микрококсового остатка и зольности (2)
Автоматический анализатор состава нефти (1)
Автоматический анализатор температуры вспышки (0)
Автоматический анализатор температуры вспышки в открытом тигле Кливленда (14)
Автоматический анализатор температуры каплепадения (1)
Автоматический анализатор точки кристаллизации (1)
Автоматический аппарат Вика (1)
Автоматический аппарат для испытания на прочность по Маршаллу (2)
Автоматический аппарат для определения дистилляционных характеристик (0)
Автоматический аппарат для определения температуры вспышки в закрытом и открытом тиглях (1)
Автоматический аппарат для определения фракционного состава (1)
Автоматический аппарат определения температуры вспышки в закрытом тигле по Абелю (6)
Автоматический компактор Маршалла (2)
Автоматический компактор Маршалла для форм (1)
Автоматический контроллер для вакуумного пикнометра (1)
Автоматический потенциометрический титратор (0)
Автоматический прибор для определения времени деэмульсации масла (2)
Автоматический прибор стандартного уплотнения (0)
Автоматический титратор (0)
Автоматический титратор Карла Фишера (0)
Автоматический уплотнитель (2)
Автоматический уплотнитель Маршалла (3)
Автоматический установщик (0)
Автоматическое устройство (2)
Автоматическое устройство с кольцом и шаром (0)
Автоматическое устройство холодной фильтрации (1)
Автономная сервопневматическая система для испытания на четырёхточечный изгиб (1)
Автоподатчик (2)
Автоподатчик карусельного типа (1)
Адаптеры для счетчиков частиц (1)
Адгезиметр (27)
Адгезионный тестер (2)
Акустический дефектоскоп (1)
Акустический импедансный дефектоскоп (1)
Алмазный наконечник (индентор) (0)
Анализатор (4)
Анализатор RoHS (2)
Анализатор автомобильного катализатора (1)
Анализатор влажности (1)
Анализатор влажности нефтепродуктов (0)
Анализатор водопроницаемости (1)
Анализатор воды (1)
Анализатор вспышки (1)
Анализатор давления паров (1)
Анализатор дифракции (1)
Анализатор дифференциальной подвижности (3)
Анализатор для диагностики линии (2)
Анализатор для проверки и сдачи-приемки кабелей (2)
Анализатор драгоценных металлов (9)
Анализатор дымовых газов (6)
Анализатор золы угля (1)
Анализатор качества электрической энергии (6)
Анализатор кислотного числа (1)
Анализатор концентрации мелкодисперсных твёрдых частиц (1)
Анализатор коррозии (2)
Анализатор коррозии арматуры в бетоне (3)
Анализатор коррозионной активности грунтов (1)
Анализатор кристалличности (1)
Анализатор масла (2)
Анализатор медных сплавов (1)
Анализатор металлов (10)
Анализатор минералов (1)
Анализатор на коррозионную стойкость (1)
Анализатор общего осадка (1)
Анализатор остатков сжиженных углеводородных газов (2)
Анализатор пищевых тяжелых металлов (1)
Анализатор покрытий (5)
Анализатор потребительских товаров (1)
Анализатор предельной температуры фильтруемости (1)
Анализатор промышленной чистоты жидкости (1)
Анализатор прочности на продавливание (1)
Анализатор сажевого числа (1)
Анализатор серы (12)
Анализатор СО2 (1)
Анализатор содержание асфальта (1)
Анализатор содержания воска (1)
Анализатор содержания сорных отходов (1)
Анализатор спектра (11)
Анализатор сплавов (4)
Анализатор твердости пористой резины (1)
Анализатор температурного предела хрупкости (1)
Анализатор температуры вспышки (4)
Анализатор температуры замерзания (1)
Анализатор температуры застывания (1)
Анализатор троичных батарей (1)
Анализатор тяжелых металлов в атмосфере (2)
Анализатор тяжелых металлов почвы (1)
Анализатор углеводородов и азота (1)
Анализатор углерода и серы (1)
Анализатор ударной прочности пленок (1)
Анализатор химического состава (1)
Анализатор цепей (4)
Анализатор частиц (1)
Анализаторы индекса текучести (1)
Анемометр (36)
Анемометры (7)
АПК для оцифровки рентгеновских снимков (0)
Аппарат Бенкельмана (1)
Аппарат Блейна (3)
Аппарат вибрационного уплотнени (0)
Аппарат вибрационного уплотнения (1)
Аппарат Вика (2)
Аппарат высоковольтный испытательный (1)
Аппарат Гиллмора (2)
Аппарат Дина Старка (2)
Аппарат дистилляции (13)
Аппарат для дегазации состаренного под давлением битума (1)
Аппарат для измерения консистенции (1)
Аппарат для испытания на проникновение хлоридов (1)
Аппарат для испытания на сопротивление (1)
Аппарат для испытания осадочного конуса (1)
Аппарат для испытания устойчивости (1)
Аппарат для количественного определения воды в нефтепродуктах (1)
Аппарат для определения активности извести (1)
Аппарат для определения активности негашеной извести (1)
Аппарат для определения анилиновой точки (1)
Аппарат для определения воды в сырой нефти и нефтепродуктах по методу Дина-Старка (0)
Аппарат для определения воздухопроницаемости цемента (2)
Аппарат для определения времени застывания цемента (1)
Аппарат для определения динамической вязкости битума (0)
Аппарат для определения коэффициента фильтруемости (1)
Аппарат для определения меры консистенции битумных материалов (1)
Аппарат для определения осадка в сырой нефти и котельных топливах методом экстракции (1)
Аппарат для определения остатков и масляных дистиллятов в эмульгированном асфальте (1)
Аппарат для определения подвижности растворной смеси (2)
Аппарат для определения полярности битумных частиц (1)
Аппарат для определения предела прочности бетона (1)
Аппарат для определения предела прочности твердых и полутвердых битумов (1)
Аппарат для определения предельной температуры фильтруемости на холодном фильтре (1)
Аппарат для определения прочности горных пород (1)
Аппарат для определения ПТФ (2)
Аппарат для определения пустот методом Ригдена (1)
Аппарат для определения растяжимости битумов с датчиками усилия (0)
Аппарат для определения растяжимости нефтяных битумов (2)
Аппарат для определения расхода цемента (1)
Аппарат для определения содержания органического хлора в образце (1)
Аппарат для определения сроков схватывания (2)
Аппарат для определения старения битумов (2)
Аппарат для определения температуры вспышки (9)
Аппарат для определения температуры вспышки в закрытом тигле (9)
Аппарат для определения температуры вспышки в открытом тигле (7)
Аппарат для определения температуры вспышки и воспламенения (0)
Аппарат для определения температуры вспышки и воспламенения по Кливленду (2)
Аппарат для определения температуры вспышки и горения (1)
Аппарат для определения температуры застывания дизельного топлива (1)
Аппарат для определения температуры каплепадения нефтепродуктов (2)
Аппарат для определения температуры кристаллизации моторных топлив (1)
Аппарат для определения температуры начала кристаллизации тосола (1)
Аппарат для определения температуры размягчения битумов (4)
Аппарат для определения температуры хрупкости битумов (3)
Аппарат для определения тонкости помола цемента (1)
Аппарат для определения точки замерзания (2)
Аппарат для определения точки застывания (конденсации) (1)
Аппарат для определения условной вязкости (0)
Аппарат для определения условной вязкости битумов (0)
Аппарат для определения условной вязкости нефтяных битумов (1)
Аппарат для определения фактических смол (1)
Аппарат для определения фракционного состава нефтепродуктов (13)
Аппарат для оценки свойств текучести и пропускной способности (1)
Аппарат для паровой мойки лабораторной посуды (1)
Аппарат для первоначальной поверхностной абсорбции (1)
Аппарат для подачи цемента (1)
Аппарат для проведения испытания на медной пластинке (1)
Аппарат для разгона светлых и темных нефтепродуктов (1)
Аппарат для разгонки нефтепродуктов (2)
Аппарат для уплотнения грунта (1)
Аппарат для уплотнения минерального порошка (1)
Аппарат для установки конусов (1)
Аппарат испытания диэлектриков (5)
Аппарат Келли Болл (2)
Аппарат Конрадсона одноместный (1)
Аппарат определения азота в жидких нефтепродуктах (1)
Аппарат определения давления насыщенных паров нефтепродуктов (14)
Аппарат определения механических примесей (1)
Аппарат определения содержания воды в нефтепродуктах (0)
Аппарат определения устойчивости бензина к окислению (1)
Аппарат пескозагрузочный (1)
Аппарат прямого сдвига с контролем деформации почвы (3)
Аппарат ректификации нефти (0)
Аппарат точки росы (1)
Аппарат фактора уплотнения (1)
Аппарат Фрааса (1)
Аппарат Фрааса для определения хрупкости битума (1)
Аппарат циклического нагружения (1)
Аппликатор (2)
АРД-диаграмма (0)
АРД-шкала для преобразователя (0)
Ареометр (4)
Ареометр для грунта (1)
Арочный металлодетектор (3)
Асфальтоанализатор (1)
Асфальтоанализтор (6)
Асфальтовый реометр (0)
Асфальтомер (1)
Асфальтосмеситель (3)
Атомизатор (2)
Атомно-эмиссионный спектрометр (3)
Аэрозольный спектрометр (2)
Аэрозольный фотометр (3)
Бак для нанесения эмульгатора (1)
Балансирный конус (4)
Баллонный регулятор (26)
Балометр (4)
Баня для пробоподготовки (1)
Баня Ле Шателье (1)
Баня-термостат (1)
Барабан (1)
Барабан полочный (3)
Барокамера (4)
Барометр (9)
Барьер искрозащитный для плотномера (4)
Бачок (2)
Бачок для пропаривания цемента (1)
Бачок испытания кипячением (1)
Башмак геодезический (2)
Бензиновая буровая дорожная установка (1)
Бензогайковерт (1)
Бесконтактный термометр (10)
Бесконтактный фазоуказатель (1)
Беспроводные рентгеновские аппараты (1)
Бестеневая лампа-лупа (7)
Бетонная машина (1)
Бетонные коронки (1)
Бетонный вибратор (1)
Бетономешалка (3)
Бетоноскоп (3)
Бетоносмеситель (13)
Бетоношлифовальная машина (1)
Бинокль (2)
Бинокулярная лупа (3)
Бинокуляры (2)
Бипод (3)
Битумная печь (0)
БитумнаяЯ печь (0)
Блендоскоп (2)
Блескомеры (1)
Блок высоковольтный (1)
Блок контроля (1)
Блок контроля и управления (1)
Блок питания и сигнализации (1)
Блок питания, сигнализации и управления (1)
Блок реле (1)
Блок релейного расширения (0)
Блок релейного расширения для сигнализаторов (1)
Блок управления и питания (2)
Блоки питания (1)
Бомба Рейда (5)
Бороскопы (6)
Бур для измерения температуры (1)
Буровой зонд Макинтоша для отбора проб грунта с глубины (1)
Буссоль (2)
Быстродействующий поверхностный зонд (1)
Бытовая система (0)
Бюкса грунтовая (8)
Бюксы алюминиевые (1)
Вакуумметр (1)
Вакуумная камера (1)
Вакуумная сушильная печь (0)
Вакуумные насосы (7)
Вакуумные пикнометры (3)
Вакуумный насос (12)
Вакуумный пикнометр (4)
Вакуумный ручной насос (1)
Ванна (2)
Ванна с гидрозатвором (2)
Ванна-термостат (5)
Ваттметры (15)
Ведро (1)
Везерометры (2)
Вентили (13)
Весы (6)
Весы рычажные (2)
Весы рычажные герметизированные (0)
Весы рычажные-плотномер (0)
Веха (26)
Вибрационные сигнализаторы уровня жидкости и сыпучих материалов (1)
Вибрационный стол (2)
Виброкалибратор (2)
Виброметр (20)
Виброплита (11)
Виброплощадка (7)
Вибропровод (0)
Вибростенд (1)
Вибростол (5)
Вибростолы (1)
Видеоизмерительная машина (4)
Видеоскоп (24)
Видеоскоп-эндоскоп (24)
Видеоэкстензометр (4)
Видеоэндоскоп (51)
Видеоэндоскопическая система (1)
Видоизмерительная машина (0)
Визуализатор повреждения оптического волокна (1)
Визуальный локатор дефектов (1)
Вискозиметр (39)
Вискозиметр для определения динамической вязкости битумов (0)
Вискозиметр Редвуда (0)
Вискозиметр Энглера (0)
Вискозиметрическая баня (1)
Вихретоковый дефектоскоп (3)
Вихретоковый толщиномер (3)
Влагомер (110)
Влагомер нефти (0)
Внешняя измерительная ячейка (1)
Водонепроницаемые зонды (2)
Водяная баня (7)
Воздушная сушильная печь (0)
Воздушный лазерный сканер (4)
Вольтамперфазометр (7)
Вольтметры и киловольтметры (5)
Воронка для плотности грунтов (2)
Вращательный уплотнитель (0)
Вспомогательное устройство "третья рука" (1)
Встряхиватель (2)
Встряхивающий столик (10)
Выпрессовочное устройство (6)
Высоковакуумный пост (1)
Высокоскоростная камера (139)
Высокотемпературная система испытания на эрозию (1)
Высокочастотная возвратно-поступательная установка (1)
Высотомеры клиновые (2)
Выталкиватель асфальтобетонных образцов (1)
Выталкиватель образцов (5)
Выталкивающее устройство (1)
Вытяжная система для газов (9)
Газоанализаторы (192)
Газовый детектор (2)
Газовый спектрометр (1)
Гайкошуруповерт (1)
Генератор (6)
Генератор влажного газа (3)
Генератор паров перекиси водорода (6)
Генератор потока воздуха (1)
Генераторы аэрозолей (31)
Генераторы сигналов (8)
Георадар (23)
Георадарный комплекс (1)
Гидравлическая изгибная рама (1)
Гидравлическая испытательная машина (41)
Гидравлическая машина (7)
Гидравлические домкраты (3)
Гидравлический аппарат для определения деформации образца грунта (1)
Гидравлический пресс (3)
Гидрометрическая микровертушка (1)
Гидрорихтовщики путевые (1)
Гильотина (1)
Гираторный компактор (3)
Гирационный уплотнитель (1)
Глубиномер (49)
ГНСС оборудование (31)
Горизонтальная печь для определения свойств старения битумов при нагревании (0)
Гриндометр (1)
Груз балластный (1)
Груз для испытания игрушек (1)
Груз для испытания мебели (16)
Груз для испытания посуды (2)
Груз для испытания стекла (1)
Груз наборный (0)
Гудронаторы (0)
Дальномер (2)
Датчик воздушного потока (1)
Датчик дифференциального давления (4)
Датчик довзрывных концентраций (1)
Датчик плотности (3)
Датчик протечки воды (2)
Датчик расстояния (8)
Датчик скорости воздуха (6)
Датчик температуры (1)
Датчик температуры и влажности (1)
Датчик-газоанализатор (1)
Датчик-сигнализатор (1)
Датчики для измерителей шероховатости (1)
Двухмерный брусковый уровень (1)
Двухпроволочный эталон (0)
Делители проб (1)
Делитель образцов (2)
Делитель проб большой вместимости (1)
Денситометр (4)
Денситометры на отражение автоматизированные (1)
Держатель для тигля (1)
Детектор горючих газов (1)
Детектор засорения (1)
Детектор коррозии арматуры (1)
Детектор моногаза (1)
Детектор обнаружения (0)
Детектор промышленной автоматизации (1)
Детектор скрытой проводки (2)
Детектор углекислого газа (1)
Детектор утечек (4)
Детектор утечки горючих газов (4)
Детектор утечки хладагентов (4)
Детекторы (2)
Дефектоискатель (1)
Дефектоскоп (10)
Дефлектометр (1)
Дилатометр (3)
Дилатометрический комплекс (1)
Динамический сдвиговый реометр (1)
Динамометр (27)
Динамометр кистевой (0)
Динамометр крутящего момента (3)
Динамометр с выносным тензодатчиком (12)
Динамометр сжатия-растяжения (16)
Динамометрические кольца и индикаторы (1)
Диск для нагружения (1)
Диск опорный (1)
Диски алмазные режущие (1)
Диспергаторы (1)
Дистилляция (1)
Дифманометр (1)
Дифференциальный манометр (1)
Диффузор высокого давления (2)
Длиномер (7)
Дночерпатель (9)
Дозиметр (11)
Дозиметры (5)
Дорожно-диагностический комплекс (1)
Дорожное колесо (23)
Доска с бортиками (1)
Досмотровая камера (1)
Досмотровое зеркало (1)
Дробилка (5)
Дробилка валковая (1)
Дробилка щековая (21)
Дуктилометр (27)
Дымоуловитель (3)
Ёмкость для испытания резиновых сапог на герметичность (1)
Ёмкость для образцов (1)
Емкость для отверждения образцов бетона (3)
Ёмкость для отверждения цемента (2)
Захваты (5)
Захваты винтовые (1)
Захваты механические (3)
Захваты пневматические (3)
Захваты самозажимные (2)
Зонд (4)
Зонд CO2 в окружающем воздухе (1)
Зонд газозаборный (1)
Зонд давления для проверок (1)
Зонд для измерения концентрации СО в воздухе (1)
Зонд для межстенного пространства для измерения уровня О2 (1)
Зонд отбора пробы (19)
Зонд температуры воздуха (2)
Зонд-зажим (1)
Зонд-обкрутка (1)
Зонды (45)
Зонды абсолютного давления, температуры и влажности (0)
Зонт геодезический (1)
Зубоизмерительные центры для контроля зубчатых колес (1)
Игла алюминиевая (1)
Игла для пенетрометра (1)
Игла стальная (1)
Идентификатор активных волокон (1)
Идентификатор оптического излучения (1)
Измельчитель образцов асфальтобетона (2)
Измельчитель проб (1)
Измерение обратимых прогибов дорожных одежд при испытаниях методом статического нагружения (0)
Измерители плотности тепловых потоков (4)
Измерители силы напряжения арматуры (8)
Измеритель RLC (4)
Измеритель U,R,C (3)
Измеритель адгезии (3)
Измеритель белизны цемента (1)
Измеритель влажности (0)
Измеритель влажности бетона (1)
Измеритель влажности древесины (2)
Измеритель воздухововлечения (1)
Измеритель воздухововлечения для бетона (1)
Измеритель воздухопроницаемости (1)
Измеритель защитного слоя (1)
Измеритель защитного слоя, расположения и диаметра арматуры (5)
Измеритель иммитанса (4)
Измеритель индуктивности и ёмкости (2)
Измеритель индуктивности, ёмкости и сопротивления (1)
Измеритель колейности (4)
Измеритель концентрации (0)
Измеритель концентрации аммиака (1)
Измеритель концентрации кислорода (1)
Измеритель концентрации углекислого газа (0)
Измеритель концентрации формальдегида (1)
Измеритель коэффициента сцепления (1)
Измеритель крутящего момента (2)
Измеритель морозостойкости бетона (1)
Измеритель мощности (1)
Измеритель мощности лазера (1)
Измеритель мощности оптического излучения (1)
Измеритель напряжений в арматуре (1)
Измеритель низкотемпературной хрупкости (1)
Измеритель оптической мощности (8)
Измеритель параметров кабельных линий (2)
Измеритель параметров петли (1)
Измеритель параметров УЗО (1)
Измеритель параметров УЗО и сопротивления сети (1)
Измеритель проницаемости материалов (4)
Измеритель прочности (2)
Измеритель прочности бетона (27)
Измеритель прочности креплений (5)
Измеритель прочности сцепления кирпича, камней в кладке (1)
Измеритель пучинистости грунта (1)
Измеритель светового коэффициента пропускания (1)
Измеритель силы вырыва дюбелей (4)
Измеритель сопротивления заземления (14)
Измеритель сопротивления изоляции (8)
Измеритель сопротивления отслаиванию (1)
Измеритель сопротивления поверхности (2)
Измеритель степени пучинистости грунта (1)
Измеритель температуры (11)
Измеритель температуры скважины (1)
Измеритель температуры, влажности и абсолютного давления (1)
Измеритель температуры, влажности и концентрации CO₂ (1)
Измеритель температуры, влажности и уровня освещенности (1)
Измеритель тепловой облучённости (1)
Измеритель теплопроводности (7)
Измеритель теплопроводности мерзлых грунтов (1)
Измеритель теплопроводности стройматериалов (1)
Измеритель угла наклона (1)
Измеритель уровня газа (1)
Измеритель уровня электромагнитного излучения (2)
Измеритель уровня электромагнитного фона (5)
Измеритель частот собственных колебаний (1)
Измеритель шероховатости (2)
Измеритель-регистратор (13)
Измеритель-регистратор влажности и температуры (3)
Измеритель-регистратор влажности, температуры и атмосферного давления (1)
Измеритель-регистратор избыточного давления и температуры (1)
Измеритель-регистратор температуры (8)
Измеритель-регистратор температуры, относительной влажности, уровня CO₂ (2)
Измерительная платформа (1)
Измерительная рейка (13)
Измерительное устройство для испытания детских кроватей (1)
Измерительные щупы (7)
Измерительный кожух (4)
Измерительный комплект для контроля температуры (1)
Измерительный мост (1)
Измерительный наконечник (3)
Измерительный прибор (1)
Измерительный проектор (1)
Изокинетический адаптер для счетчиков частиц (2)
ИК-Фурье спектрофотометры (1)
Импедансные преобразователи (0)
Индексатор текучести расплава (1)
Индикатор (1)
Индикатор потока жидкости (1)
Индикатор прочности (1)
Индикатор прочности бетона (1)
Индикатор рычажно-зубчатый (1)
Индикатор сигналов тока (1)
Индикатор фазовой ротации (1)
Индикатор ЭМ-поля (1)
Индикаторы чередования фаз (2)
Инклинометр (1)
Инспекционный робот (3)
Инструмент для заделки и обрезки витой пары (1)
Инструмент для зачистки и обрезки (0)
Инструмент для зачистки и обрезки витой пары и телефонного кабеля (1)
Инструмент для извлечения посторонних предметов (2)
Инструмент для монтажа кабеля (1)
Инструмент инсталлятора (1)
Инструмент обжимной (1)
Инструментальный микроскоп (1)
Интегрированный тестер трещин (1)
Инфракрасная камера (1)
Инфракрасная печь (1)
Инфракрасный термометр (9)
Искатель скрытой проводки (3)
Испытание на изностойкость (0)
Испытатель жесткости картона (1)
Испытательная машина (55)
Испытательная машина CBR с датчиком (1)
Испытательная машина прямого сдвига (2)
Испытательная машина фреттинг-износа (1)
Испытательная установка (1)
Испытательная установка Микро-Деваль (3)
Испытательное устройство (2)
Испытательные машины (106)
Испытательные цепочки (1)
Испытательный аппарат для песчаного эквивалента (1)
Испытательный груз (1)
Испытательный груз для штанг (1)
Испытательный зонд (2)
Испытательный набор (1)
Испытательный пресс (18)
Испытательный стенд (17)
Испытательный цилиндр для определения выступа (ноги) (1)
Испытательный шаблон (3)
Источник оптического излучения (3)
Источник питания (0)
Источники питания (323)
Кабелеискатель (2)
Кабель для рентгеновских аппаратов (0)
Кабельный тестер (56)
Кабина капиллярного контроля (2)
Кабинет для отверждения бетона (1)
Калибратор (8)
Калибратор влажности (2)
Калибратор нагрузки (1)
Калибры (1)
Калориметр (15)
Кальциметр (1)
Камера влажности (1)
Камера для дистанционного визуального контроля (1)
Камера для измерения звука (1)
Камера для измерителя (2)
Камера для испытаний бетона на карбонизацию (1)
Камера для испытаний на атмосферостойкость (1)
Камера для испытаний на воспламеняемость (1)
Камера для испытания бетона (2)
Камера для контроля трубопроводов (4)
Камера для контроля цветности (1)
Камера для телеинспекции (1)
Камера для труб и сосудов (0)
Камера для ускоренного отверждения бетона (1)
Камера морозильная (11)
Камера направленного света (1)
Камера нормального твердения (12)
Камера пропарочная (5)
Камера радиационной защиты (10)
Камера сжигания (1)
Камера солнечной радиации (4)
Камера старенич (0)
Камера старения (2)
Камера тепла-холода (8)
Камера термошока (4)
Камера ускоренного старения под давлением (1)
Камера ускоренного твердения бетона (2)
Камера холода (1)
Камера цветового старения (4)
Камера-шкаф нормального твердения (2)
Камеры искусственной светопогоды (1)
Камнерезный станок (9)
Канатная пила (1)
Катетомер (1)
Квартователь (1)
Кельма бетонщика (1)
Керноотборник (11)
Киловольтметр (4)
Кислородный редуктор (1)
Клапаны (23)
Клещи для измерения сопротивления заземления (2)
Клещи-захваты (1)
Климатическая камера (54)
Клинометр (3)
Колесо измерительное (2)
Колориметр (1)
Кольцо и шар (0)
Кольцо Ле-Шателье (1)
Кольцо ОПС для определения подвижности сухих смесей (1)
Кольцо расплыва (1)
Кольцо режущее (1)
Комлектующие к захватам (0)
Компаратор (1)
Компас (7)
Комплекс георадарный (1)
Комплекс для автоматизации (1)
Комплекс определения скорости выделения гелия (1)
Комплекс трассопоисковый (7)
Комплекс цифровой радиографии (14)
Комплект (3)
Комплект буров (1)
Комплект ВИК (6)
Комплект для виброакустических измерений (1)
Комплект для визуально-оптического контроля (1)
Комплект для измельчения заполнителя (1)
Комплект для измерения дифференциальной температуры (1)
Комплект для измерения твёрдого топлива (1)
Комплект для испытаний на усадку (1)
Комплект для испытаний на усадку и текучесть (1)
Комплект для калибровки (1)
Комплект для обеспечения надежности цемента (1)
Комплект для обнаружения мостовых ответвителей (1)
Комплект для определения влажности почвы (1)
Комплект для определения водоотделения бетона (1)
Комплект для определения насыпной плотности (1)
Комплект для определения угла падения в скважине (1)
Комплект для оценки угловатости мелкого заполнителя (1)
Комплект для поиска кабелей (1)
Комплект для трассировки (1)
Комплект емкостей (1)
Комплект измерительных проводов (4)
Комплект инструментов для определения средней глубины впадин на ШПО (1)
Комплект колец-пробоотборников (8)
Комплект Ле Шателье (1)
Комплект мер твердости по Шору (0)
Комплект металлических игл (1)
Комплект обойм (3)
Комплект образцов коэрцитивной силы (0)
Комплект оснастки для определения дробимости (1)
Комплект приборов (1)
Комплект приборов для контроля дорожной разметки (1)
Комплект приборов для определения коэффициента фильтрации песчаных грунтов (1)
Комплект приборов для определения плотности грунта (1)
Комплект приборов и инструментов (2)
Комплект приспособлений для герметизации обуви (1)
Комплект приспособлений для гидростатического взвешивания (2)
Комплект приспособлений для испытания мячика (1)
Комплект пробоотборников (1)
Комплект сит (1)
Комплект содержания шламового песка (1)
Комплект соединительных проводов (2)
Комплект сфер (1)
Комплект форм для определения дробимости щебня (1)
Комплекты для теста “Песчаный эквивалент” (2)
Комплекты приспособлений для динамических испытаний асфальтобетона (1)
Компрессионная машина (1)
Компрессометр-экстензометр (1)
Конвекционная печь (2)
Консистометр (10)
Контрактометр (1)
Контроллер газоанализатора (3)
Контроль покрытий и изоляции (3)
Контроль предварительных напряжений в материале (0)
Контрольная панель для мониторинга газа и пожарной опасности (2)
Контрольно-измерительная установка (0)
Контрольный образец (0)
Конус для определения плотности (1)
Конус для песка (1)
Конус для цементобетона (1)
Конус растекаемости (1)
Конус с воронкой (3)
Конус с трамбовкой (1)
Конусы осадки (1)
Координатно-измерительная машина (10)
Координатные машины (0)
Копер (0)
Копер автоматический (1)
Копер лабораторный (1)
Копры (11)
Коронки алмазные (3)
Крепёжное приспособление (0)
Криостат (2)
Криостат для копров маятниковых (3)
Криотермостат (1)
Кронциркуль (8)
Кронштейн (1)
Кулонометрический титратор (1)
Курвиметр (7)
Лаборатория переносная (1)
Лабораторная линия для производства трехслойной выдувной пленки (1)
Лабораторная мельница (3)
Лабораторная мобильная виброплощадка (1)
Лабораторный смеситель (3)
Лазерная рулетка (3)
Лазерно-индуцированный спектрометр (1)
Лазерно-искровой эмиссионный спектрометр (6)
Лазерный SLAM сканер (6)
Лазерный анализатор (2)
Лазерный дальномер (51)
Лазерный нивелир (10)
Лазерный сканер (6)
Лазерный уровень (55)
Лебедка (2)
Ледомер (1)
Линейка (1)
Линейка разметочная (1)
Линейка телескопическая (4)
Линейки для резки стекла (1)
Линейки для тепловозов (1)
Лист опорный (2)
Листогибочный станок (1)
Ловитель устьевой (1)
Логгер (2)
Локатор арматуры (1)
Локатор арматуры в бетоне (1)
Лопатки (2)
Лубрикаторная устьевая площадка (1)
Люксметр (20)
Магазин ёмкости (1)
Магазин индуктивности (1)
Магазин сопротивления (1)
Магнит (1)
Магнитные держатели (0)
Магнитные зонды (1)
Магнитный анализатор металлов/коэрцитиметр (1)
Магнитный толщиномер (3)
Магнитометр (1)
Магнитопорошковый дефектоскоп (1)
Магнитошумовой анализатор (1)
Манекен для испытания мебели (1)
Манометр (30)
Манометрический коллектор (11)
Манометры (2)
Маркер электронный (9)
Маркероискатель (2)
Масс-спектрометр (7)
Материалы для капиллярного контроля (1)
Матрица скорости потока (1)
Машина динамических испытаний (2)
Машина для измерения геометрических размеров (1)
Машина для измерения коэффициента трения (1)
Машина для испытаний виброустойчивости (вибропрочности) (1)
Машина для испытаний на вращение (3)
Машина для испытаний на гидростатическое давление и разрыв (1)
Машина для испытаний на замораживание и оттаивание бетона (1)
Машина для испытаний на изгиб (1)
Машина для испытаний на падение (1)
Машина для испытаний на сжатие и изгиб (1)
Машина для испытаний на удар (1)
Машина для испытаний на удар козырька шлема (1)
Машина для испытаний на ударный изгиб (3)
Машина для испытаний прочности на сжатие (13)
Машина для испытаний труб на изгиб (2)
Машина для испытания CBR (1)
Машина для испытания арматуры (1)
Машина для испытания бетона на водопроницаемость (1)
Машина для испытания водопроницаемости (1)
Машина для испытания воздухопроницаемости (1)
Машина для испытания магнитных частиц (0)
Машина для испытания на истирание (1)
Машина для испытания на истирание стальных колес (1)
Машина для испытания на морозостойкость (1)
Машина для испытания на расширение влаги керамики (1)
Машина для испытания на удар (8)
Машина для испытания на удар пластика (1)
Машина для испытания на устойчивость к истиранию (1)
Машина для испытания на устойчивость к тепловому удару (1)
Машина для испытания провода на растяжение (1)
Машина для испытания устойчивости (1)
Машина для испытания цемента на изгиб (1)
Машина для испытания шлема на прочность (1)
Машина для калибровки нагрузки (1)
Машина для маркировки арматуры (2)
Машина для нанесения битумных составов (1)
Машина для определения горизонтальной проницаемости (1)
Машина для определения колеобразования (2)
Машина для определения теплопроводности (1)
Машина для прессования и формования (1)
Машина для проверки плоскости и прямолинейности плитки (1)
Машина для растяжения и определения прочности волокон (1)
Машина для резки керна (4)
Машина для тестирования проникающей способности шлема (1)
Машина для уплотнения асфальтобетонных смесей (1)
Машина для ускоренной полировки (1)
Машина для ускоренной полировки заполнителей (0)
Машина для УФ-высечки (1)
Машина испытания ремня шлема на разрыв (1)
Машина кольцевого сверления (1)
Машина стиральная (1)
Машина трения (6)
Машины для подготовки проб (1)
Машины для ручного испытания на сжатие бетона (3)
Маятниковые копры (21)
Маятниковый копер (4)
Мегаомметр (30)
Мелкозернистый минеральный заполнитель (0)
Мерная металлическая посуда (0)
Мерник (17)
Мерный металлический сосуд (1)
Металлографический монтажный пресс (4)
Металлодетектор (4)
Металлоискатель (25)
Метеостанция (4)
Метроштоки (1)
Механизм депарафинизации скважин (1)
Механическая машина для испытания на сжатие (2)
Механическая машина ручного управления (1)
Механический толщиномер (1)
Мешалка (9)
Микровесы (0)
Микровискозиметр (0)
Микроманометр (2)
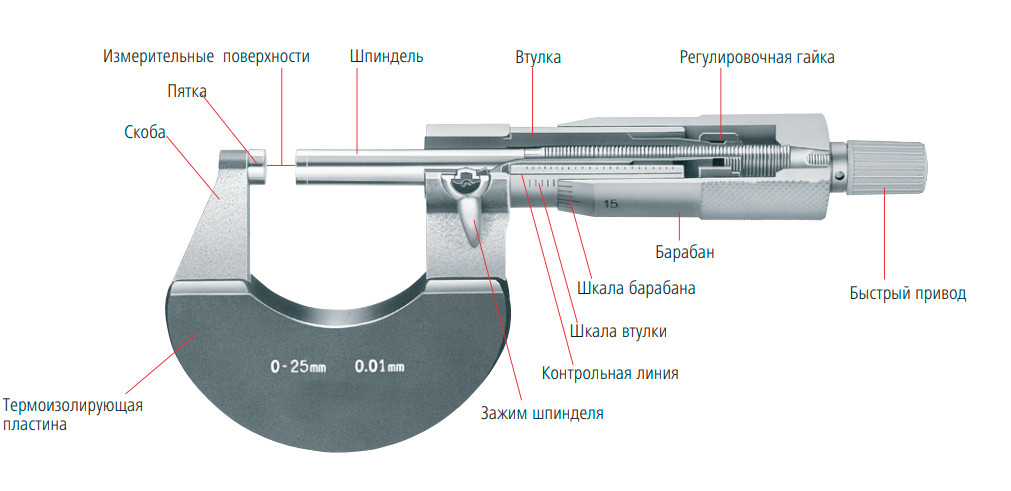
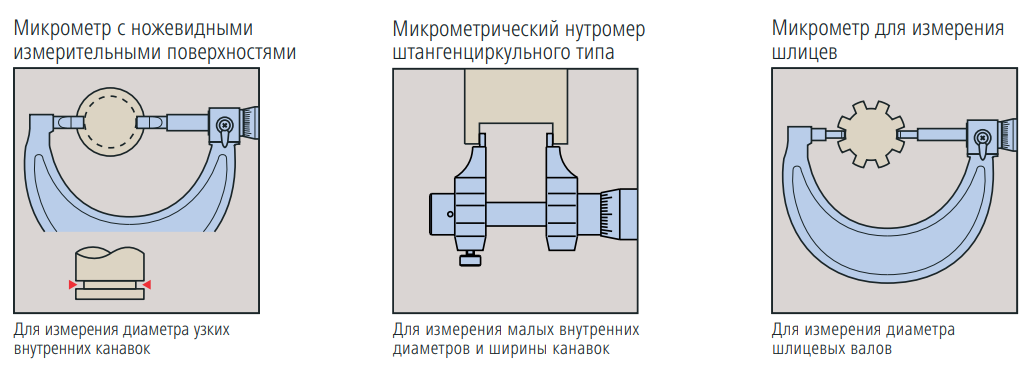
Микрометры (23)
Микроомметр (4)
Микроскоп вертикальный (1)
Микроскоп для измерения трещин (1)
Микроскоп инвертированный (1)
Микроскоп сканирующий (4)
Микроскоп цифровой (2)
Микроскоп электронный (2)
Микротвердомер (7)
Микрохолодильник (1)
Миксер ручной (1)
Минибипод (1)
Минипризма (12)
Мишень (4)
Многоступенчатые насосы (3)
Многофункциональная установка для испытаний асфальтобетонной смеси (1)
Многофункциональный измерительный прибор (31)
Мобильный лазерный сканер (7)
Мобильный ретрорефлектометр (0)
Модуль коммутационный (1)
Модульная микроволновая система пробоподготовки (1)
Модульные экструзионные линии (1)
Молоток для испытания бетона (2)
Молоток для контроля прочности бетона (2)
Молоток Кашкарова (3)
Молоток столярный (1)
Молоток Шмидта (17)
Монитор выбросов загрязняющих веществ (1)
Монокуляры (26)
Морозильная камера (8)
Морозильник (4)
Мост (1)
Мост измерительный (4)
Моторизованный расходомерный стол (1)
Мультиметр (43)
Муфельная печь (39)
Набор для испытаний на растекаемость (1)
Набор для испытаний предела усадки (1)
Набор для испытаний эквивалента песка (1)
Набор для испытания битума методом кольца и шара (0)
Набор для испытания на сжатие по Дюрье (1)
Набор для испытания таблицы текучести бетона (1)
Набор для капиллярного контроля (1)
Набор для определения влаги в битуме (1)
Набор для определения влажности почвы (1)
Набор для определения плотности грунта (1)
Набор для определения предела пластичности (1)
Набор для определения растворимости битума и битумных вяжущих (1)
Набор для определения содержания песка (1)
Набор для определения содержания песка в буровом растворе (1)
Набор для тестирования конуса потока (1)
Набор для трассировки кабелей (1)
Набор зондов (1)
Набор инструмента монтажника (1)
Набор инструментов (5)
Набор инструментов для очистки портов ВОЛС (1)
Набор инструментов инсталлятора (2)
Набор коллиматоров (0)
Набор сверл для сверловки бетона (1)
Набор цилиндров (1)
Набор шаблонов (1)
Набор шлангов для измерения давления газа (1)
Навигатор (4)
Нагреватель (12)
Нажимные пластинки (1)
Наклонная поверхность (0)
Наковальня (1)
Наконечник кварцевый (1)
Нарезчик швов (9)
Насадка (1)
Насос опрессовочный (7)
Насосные станции подачи воды (1)
Настольная испытательная машина (2)
Негатоскоп (36)
Нивелир (81)
Низкотемпературная камера (4)
Низкотемпературные вискозиметрические бани (3)
Низкотемпературные камеры (2)
Никелевый диск (1)
нитрат-тестер (5)
Нитратомер (3)
Нутромеры (11)
Обжимное устройство (1)
Обжимное устройство по Маршаллу (3)
Оборудование для испытания бетона на усадку (1)
Оборудование для испытания качества мебели (1)
Оборудование контроля герметичности для поточных производств электронной промышленности (1)
Объёмомер (1)
Определение потерь воды из шлама (0)
Определение содержания паров воды путем измерения температуры точки росы (0)
Определение сцепления вяжущего с минеральной частью смеси (0)
Определение тонкости и зрелости хлопкового волокна (0)
Определитель показателя микронера (1)
Определитель узлов и сорных примесей (1)
Оптико-эмиссионный спектрометр (24)
Оптический дальномер (23)
Оптический нивелир (1)
Оптический проектор (1)
Оптический тестер (5)
Осушитель (1)
Осциллографы (24)
Отбойный молоток (1)
Отбор проб жидких нефтепродуктов и газов (87)
Отвес нитяной (1)
Отражатель (18)
Отражательная пластина (1)
Отражательная система (3)
Отрезной станок (24)
Отстойник металлический (1)
Охлаждающая циркуляционная ванна (1)
Оцифровщик рентгеновских снимков (0)
Очиститель (8)
Палетка (6)
Пассивные пробники (3)
Паяльная ванна (3)
Паяльная станция (21)
Паяльник (4)
Пенетрометр (65)
Перемешивающее устройство (1)
Переработчик трихлорэтилена (1)
Переходник термопары (1)
Пермеаметр (0)
Песок (2)
Пестик с резиновым наконечником (1)
Печь волновой пайки (2)
Печь для испытания битума (5)
Печь для испытания битума в тонких пленках (0)
Печь для обработки битума в тонком слое (1)
Печь для старения битума (1)
Печь для тонкого проката асфальта (1)
Печь лабораторная (9)
Печь оплавления припоя (38)
Печь с вращающейся тонкой пленкой (0)
Печь сопротивления (1)
Печь старения (0)
Печь старения битума (5)
Печь старения битума в тонкой пленке (0)
пикнометр (2)
Пикнометр (3)
Пинпоинтер (1)
Пирометр (38)
Пирометры (5)
Питатель пневматический (2)
Планетарный смеситель (1)
Пластомер (3)
Пластометр (2)
Платформа для подключения оборудования (1)
Платформенные весы (0)
Пленка радиографическая (19)
Пленочный термотестер (1)
Плитка для подготовки пробы битума (1)
Плотномер (84)
Поверхностные зонды (4)
Погружные зонды (1)
Погружные насосы (1)
Поддон-лоток (14)
Подогрев входа (1)
Подставка для тиглей (1)
Подставка к форме (2)
Подъемная платформа (1)
Поисковый генератор для трассодефектоискателей (2)
Поисковый металлодетектор (2)
Полевая Лаборатория Литвинова (1)
Полевая лаборатория Литвинова (0)
Полевые контроллеры (13)
Полировальная машина (2)
Полуавтоматичекий анализатор вспышки в закрытом тигле ПЕНСКИ-МАРТЕНСА (2)
Полуавтоматические машины для испытания на сжатие бетона (2)
Полуавтоматические машины для испытания на сжатие цилиндров (1)
Полуавтоматические титраторы (0)
Полуавтоматический анализатор температуры вспышки в открытом тигле Кливленда (1)
Полуавтоматический экстрактор (1)
Поромер (16)
Порометр (8)
Портативные рентгеновские аппараты (19)
Портативный конусный аппарат (2)
Порционные весы (0)
Правило (2)
Преобразователи для дефектоскопов (1)
Преобразователи для рентгеновских аппаратов (0)
Преобразователи для толщиномеров (0)
Преобразователь аналоговых сигналов (2)
Пресс (2)
Пресс автоматический электромеханический (2)
Пресс для асфальтобетона (1)
Пресс для испытаний на сжатие и изгиб цементных балок (2)
Пресс испытательный (83)
Пресс механический (2)
Пресс секторный (2)
Пресс-формы (2)
Прецизионный станок (1)
Прибор «Цемен-прогноз» (2)
Прибор автоматический для определения температуры размягчения нефтебитумов (0)
Прибор вертикального проектирования (3)
Прибор Вика (14)
Прибор водоотдачи (1)
Прибор диагностики свай (4)
Прибор для анализа качества топлива (2)
прибор для входного контроля промышленной чистоты (0)
Прибор для входного контроля промышленной чистоты (1)
Прибор для динамических испытаний фундаментных свай (1)
Прибор для защиты атмосферы от титановых сплавов (1)
Прибор для измерения вязкости (1)
Прибор для измерения длины и входного контроля кабеля (2)
Прибор для измерения отклонений от плоскостности (1)
Прибор для измерения отклонения от перпендикулярности (1)
Прибор для измерения предельного статического напряжения сдвига (ПСНС) буровых растворов (1)
Прибор для измерения предельных статистических напряжений сдвига (1)
Прибор для измерения прочности методом отрыва (1)
Прибор для измерения смещения (1)
Прибор для измерения толщины (1)
Прибор для измерения толщины защитного слоя бетона (1)
Прибор для измерения угла наклона и направления бурения (2)
Прибор для измерения удельного сопротивления (0)
Прибор для измерения удельного сопротивления бетона (1)
Прибор для испытаний на разрыв по Элмендорфу (1)
Прибор для испытаний на растяжение (1)
Прибор для испытаний на стойкость к истиранию (1)
Прибор для испытаний хлопковых волокон (1)
Прибор для испытания глубины вдавливания штампа (2)
Прибор для испытания на водопроницаемость (1)
Прибор для испытания на изгиб (1)
Прибор для испытания на прокол (1)
Прибор для испытания на сжатие тары (1)
Прибор для испытания пластичности грунта (1)
Прибор для испытания пропускной способности (1)
Прибор для испытания прочности сцепления кирпича и камней в кладке (1)
Прибор для испытания расхода воды в плоскости (1)
Прибор для испытания статического модуля деформации (1)
Прибор для испытания стойкости окраски ткани (1)
Прибор для контроля процессов фильтрации и мониторинга гидравлических жидкостей (1)
Прибор для контроля состояния и качества фильтрации жидкостей (1)
Прибор для контроля степени чистоты, подсчета количества и определения размеров частиц в топливе (1)
Прибор для контроля фильтрации и определения эффективности фильтрации (1)
Прибор для мониторинга авиационного топлива (1)
Прибор для мониторинга осаждения частиц (3)
Прибор для определения адгезии керамики (1)
Прибор для определения величины просадки под действием статической нагрузки (1)
Прибор для определения водонепроницаемости (1)
Прибор для определения водопоглощения (1)
Прибор для определения водопроницаемости (1)
Прибор для определения водоудерживающей способности раствора (1)
Прибор для определения высшей и низшей температуры сгорания (3)
Прибор для определения глубины вдавливания штампа (1)
Прибор для определения глубины вдавливания штампа при испытаниях литых асфальтобетонных смесей (1)
Прибор для определения деформации (1)
Прибор для определения длины волокна (1)
Прибор для определения зольности (1)
Прибор для определения кислородного индекса (1)
Прибор для определения коэффициента сцепления колеса автомобиля с дорожным покрытием (2)
Прибор для определения коэффициента фильтрации песчаных грунтов (1)
Прибор для определения липкости грунтов и почв (1)
Прибор для определения морозостойкости резин (1)
Прибор для определения несущей способности грунтов (1)
Прибор для определения общей и остаточной деформации обуви (1)
Прибор для определения показателя фильтрации (водоотдачи) глинистых растворов (1)
Прибор для определения прочности известкового грунта (1)
Прибор для определения прочности моноволокна (1)
Прибор для определения прочности сцепления (1)
Прибор для определения растрескивания пластмасс под воздействием окружающей среды (1)
Прибор для определения растяжения нефтяных битумов (1)
Прибор для определения сдвигоустойчивости асфальтобетона (1)
Прибор для определения склонности к отделению воды (1)
Прибор для определения скорости проникновения водяного пара (1)
Прибор для определения слеживаемости холодных асфальтобетонных смесей (1)
Прибор для определения содержания воды в нефтепродуктах (1)
Прибор для определения содержания пылевидных и глинистых частиц (3)
Прибор для определения содержания серы (1)
Прибор для определения сопротивления изнашиванию (1)
Прибор для определения сопротивления истиранию (2)
Прибор для определения статического предельного напряжения сдвига (1)
Прибор для определения степени свободного набухания грунтов (1)
Прибор для определения стойкости бетона (3)
Прибор для определения текучести глинистого грунта (1)
Прибор для определения температурного предела хрупкости пластмассы (1)
Прибор для определения температуры вспышки в закрытом тигле Тага (5)
Прибор для определения температуры плавления (1)
Прибор для определения температуры размягчения битума (1)
Прибор для определения температуры размягчения битумов (2)
Прибор для определения температуры размягчения по методу кольцо-шар (0)
Прибор для определения толщины защитного слоя бетона (2)
Прибор для определения угла естественного откоса песков в сухом состоянии и под водой (2)
Прибор для определения ударной нагрузки (2)
Прибор для определения ударной прочности посуды (1)
Прибор для определения ударной прочности труб (1)
Прибор для определения усадки образца цементного раствора (1)
Прибор для определения устойчивости к истиранию тканей (1)
Прибор для определения устойчивости материалов и окраски к трению (1)
Прибор для определения устойчивости окраски (1)
Прибор для определения эффективности смазочных добавок (2)
Прибор для определеня плотности частиц и абсорбции воды заполнителями (1)
Прибор для оценки качества бетона (1)
Прибор для подсчета и анализа механических включений (1)
Прибор для получения лабораторных данных о скорости и характере размокания грунтов (1)
Прибор для проведения испытаний раскаленной проволокой (1)
Прибор для проверки нормальной консистенции и времени схватывания цементного теста (1)
Прибор для проверки связи со станционным оборудованием ADSL (DSLAM) (1)
Прибор для тестирования систем уплотнения (1)
Прибор для ускоренного определения влажности (1)
Прибор для экспресс-анализа воздухопроницаемости материалов (1)
Прибор ИАП-2 (1)
Прибор ИАЦ (1)
Прибор измерения продольной ровности (1)
Прибор Казагранде ручной (1)
Прибор КИШ (КОЛЬЦО И ШАР) (17)
Прибор компрессионный для испытания грунтов (1)
Прибор коэффициента уплотнения (1)
Прибор Красного (1)
Прибор Ле-Шателье (1)
Прибор определения густоты раствора (1)
Прибор определения индекса вязкости (1)
Прибор определения коэффициента фильтрации образцов (2)
Прибор определения температуры замерзания (1)
Прибор определения тонкости пористости (1)
Прибор ПСА (1)
Прибор ПСХ-10М (1)
Прибор ПСХ-К (1)
Прибор с цифровым считывателем угла (1)
Прибор сдвиговой для грунта (1)
Прибор Сокслета (0)
Прибор стандартного уплотнения (3)
Прибор стандартного уплотнения грунта (2)
Прибор стандартного уплотнения малый (0)
Прибор Товарова (1)
Прибор уплотнения асфальтобетона по схеме Маршалла (1)
Прибор Фрааса (1)
Приборы для контроля лакокрасочных материалов (4)
Приборы для мониторинга температуры и влажности (1)
Приборы сдвиговые (1)
Приводной агрегат (1)
Пригруз для форм (3)
Приёмник для кабельных тестеров (3)
Приемник излучения (9)
Призма (2)
Призма круговая (4)
Присбособление для испытания на растяжение (5)
Приспособление «песчаное пятно» (1)
Приспособление для гидровзвешивания (1)
Приспособление для закрепления элементарной пробы (1)
Приспособление для изгиба цементных балочек (2)
Приспособление для измерения высоты конструкции (1)
Приспособление для измерения глубины (2)
Приспособление для испытания на изгиб (6)
Приспособление для испытания на растяжение (5)
Приспособление для испытания на сжатие (3)
Приспособление для испытания образцов (1)
Приспособление для испытания тары (10)
Приспособление для крепления образцов (1)
Приспособление для определения адгезии термопластов (1)
Приспособление для определения гибкости обуви (1)
Приспособление для определения жесткости посуды (1)
Приспособление для определения предела прочности при изгибе (2)
Приспособление для определения прочности обуви (8)
Приспособление для определения прочности при растяжении (2)
Приспособление для определения срока высыхания ЛКМ (1)
Приспособление для проведения испытаний (1)
Приспособление для проведения испытания на водопоглощение текстильных материалов (1)
Приспособление к виброплитам (1)
Приспособления к прессам (9)
Приставка измерительная (1)
Пробоотборник (33)
Пробоотборник воздуха (31)
Пробоотборник микростеклошариков (1)
Провода с зажимом (1)
Прогибомер длиннобазовый (2)
Прогибомер короткобазовый (1)
Прогибомеры цифровые (1)
Проектор (1)
Проектор оптический (1)
Прокатная тонкопленочная печь (1)
Промышленные микроскопы (3)
Промышленные пылесосы (92)
Просеиватель (1)
Противень лабораторный (2)
Профилометры (5)
Проявитель (13)
Проявочная машина (13)
Проявочная установка (10)
Пузырьковый уровень (0)
Пульт дистанционного управления (1)
Пульт контроля и управления (0)
Пылемеры (10)
Пылеулавливающий агрегат (75)
Радар-детектор (1)
Разделитель образцов (1)
Разравниватели для асфальта и бетона (3)
Рамановский спектрометр (2)
Рамка-насадка (3)
Распорка для штатива (2)
Рассев (3)
Растворомешалка (4)
Растворосмеситель (5)
Расходомеры (59)
Реагенты (38)
Регистратор (1)
Регистратор процессов сушки кирпича (2)
Регистратор энергии (2)
Регулятор давления (20)
Регулятор массового расхода газа (3)
Регулятор соотношения (1)
Режуще-шлифовальный станок (1)
Режущий станок (4)
Резак для круглых образцов фиксированного диаметра (1)
Резервуар (1)
Резервуар для выдерживания под давлением (1)
Резервуар ускоренного отверждения (1)
Резистивиметр (2)
Рейка (2)
Рейка инварная (0)
Рейка нивелирная (16)
Реле точки росы (1)
Рельсоразгонщик (1)
Рельсорезы (5)
Рельсошлифовальный станок (1)
Рентгено-флоуресцентный спектрометр (36)
Рентгеновский детектор (0)
Рентгеновский дифрактометр (9)
Рентгенофлуоресцентный спектрометр (4)
Реометр (14)
Реометр изгиба балки (1)
Ретортный набор (3)
Ретрорефлектометр (7)
Рефлектометр (8)
Рефлектометр оптический (14)
Рефрактометр (7)
Рециркулятор (0)
Роллерный компактор (1)
Роллерный компактор (Секторный уплотнитель) (1)
Ротаметр (26)
Ротационный вискозиметр Брукфильда (1)
Ротационный испаритель (1)
Ротационный лазерный нивелир (2)
Ротационный реометр для битума (0)
Рулетки измерительные (103)
Ручная трамбовка (1)
Ручной анализатор вспышки в закрытом тигле ПЕНСКИ-МАРТЕНСА (1)
Ручной анализатор температур помутнения и застывания (1)
Ручной анализатор температуры вспышки по Абелю (1)
Ручной буровой комплект геолога (1)
Ручной металлодетектор (1)
Ручной уплотнитель (3)
Ручной цементный аппарат (1)
РФА спектрометр (1)
РФА-анализатор (3)
Сварочный аппарат (5)
Светоотражающие наклейки, ленты (2)
Сдвигомер-крыльчатка карманный (2)
Секундомер (9)
Сенсор загазованности (9)
Сенсор на метан (0)
Сенсор на природный газ (2)
Сенсор на сжиженный газ (0)
Сенсор на угарный газ (0)
Серво-гидравлическая испытательная система для динамических испытаний (2)
Серво-пневматическая испытательная система для динамических испытаний (1)
Сигнализаторы (67)
Сигнальная лампа для рентгеновских аппаратов (0)
Силоизмерительная установка (1)
Система 3D-печати бетона (1)
Система автоматизированного визуально-измерительного контроля (1)
Система автоматического измерения вязкости (0)
Система вакуумной импрегнации (1)
Система велосиметрии (3)
Система видеоанализа (1)
Система видеонаблюдения для теплообменников и парогенераторов (1)
Система газоаналитическая (4)
Система дистанционного визуального контроля (1)
Система дистанционного люминесцентного контроля (1)
Система дистанционной зачистки лопаток ГТД (1)
Система для контроля внутритрубных стенок и сварных швов (1)
Система для осмотра труб и резервуаров (1)
Система измерения массы и объема (4)
Система измерения параметров хлопчатобумажного волокна (1)
Система инспекции (2)
Система испытания на эрозию (0)
Система компьютерной радиографии (5)
Система контроля железнодорожных рельсов (1)
Система контроля загазованности (16)
Система контроля прогрева монолитного бетона (1)
Система контроля цвета (1)
Система маниторинга газов (1)
Система мониторинга (3)
Система низкотемпературных испытаний для маятниковых копров (0)
Система обнаружения буронабивных свай (2)
Система обнаружения и анализа эрозии передних кромок лопаток ГТД (1)
Система онлайн-мониторинга содержания тяжелых металлов в дымовых газах (1)
Система определения состояния материала (1)
Система радиоуправления (0)
Система телеинспекции (4)
Система телеинспекции труб (2)
Система температурных испытаний для разрывных машин (2)
Система триботехнического анализа (1)
Система цифровой радиографии (5)
Системы температурных испытаний (1)
Сита (64)
Сито (0)
Ситовой анализатор (1)
Ситогрохот (1)
Сканер (10)
Сканер арматуры, стали и бетона (1)
Сканер для контроля коррозии (13)
Сканер для контроля сварных соединений (19)
Сканер положения бетонной арматуры (1)
Склерометр (14)
Скребок раздвижной (1)
Скребок скважинный (1)
Скребок фрезовый (1)
Смеситель автоматический (2)
Смеситель асфальта (3)
Смеситель для модифицированного битума (1)
Смеситель для растворов (1)
Смеситель для цементного раствора (1)
Совок для загрузки асфальтобетона в формы (5)
Соединительный кабель (1)
Создание пазов (1)
Сосуд для гашения извести (1)
Сосуд для определения консистенции бетона (1)
Сосуд для определения массы и водоотделения (3)
Сосуд кристаллизационный (1)
Сосуд кристаллизационный с полкой из нержавеющей стали (0)
Сосуды для определения плотности бетонной смеси (1)
Спектрограф (1)
Спектроколориметр (3)
Спектрометры (7)
Спектрорадиометр (1)
Спектрофотометр (5)
Специализированный криотермостат жидкостной для копров маятниковых (0)
Спидометр (1)
Стакан металлический (1)
Стакан стеклянный для сита (0)
Сталагмометр цифровой (1)
Стандартные образцы (0)
Станок для нанесения концентраторов (1)
Станок для нанесения надреза (2)
Станок для резки бетонных образцов (1)
Станок для резки образцов (2)
Станок предварительной шлифовки (1)
Станция автоматической очистки паяльных жал (1)
Стационарная газоаналитическая система (0)
Стационарная система измерения концентрации (1)
Стационарная система мониторинга (2)
Стационарный детектор взрывоопасных и ядовитых газов (1)
Стационарный детектор углеводородного газа (1)
Стекло (1)
Стекло кварцевое (2)
Стекло смотровое закаленное (3)
Стекло смотровое незакаленное (1)
Стекло электрообогревное (1)
Стеклянные капиллярные вискозиметры (0)
Стеклянный контейнер для обработки битума (1)
Стенд высоковольтный стационарный (3)
Стенд для испытания бетона на модуль упругости при сжатии (2)
Стенд для испытания бетона на ползучесть (1)
Стенд для твердомера (0)
Стенд поверки (1)
Стереомикроскоп (1)
Стержень для крепления грузов к коляске (1)
Стержень кварцевый (1)
Стилоскоп (1)
Стойка для удерживания образцов вешалок (1)
Стол предварительного нагрева печатных плат (1)
Стол расплыва (1)
Столик (1)
Столы для консистенции цементного раствора (1)
Стрипер (0)
Стриппер (2)
Стробоскоп (1)
Строительный миксер (3)
Строительный уровень (0)
Сушилка (1)
Сушильные шкафы (66)
Счетные весы (0)
Счетчик водопоглощения керамических изделий (1)
Счетчик жидкостей (1)
Счетчик сжатого воздуха (5)
Счетчик частиц (39)
Съемный резервуар (1)
Тахеометр (37)
Тахометр (9)
Твердомер Шора (6)
Твердомеры (76)
Тензиометр (4)
Теодолит (8)
Тепловизионная камера (40)
Тепловизионная оптика (29)
Тепловизионные очки (1)
Тепловизионный бинокль (4)
Тепловизионный модуль (12)
Тепловизионный прибор (1)
Тепловизионный прицел (45)
Тепловизор (151)
Тепловизор-термогигрометр (1)
Тепловизоры (47)
Тепловизоры для измерения температуры тела (1)
Теплограф (1)
Теплообменники (0)
Термоанемометр (6)
Термогигрометр (36)
Термогигрометры (1)
Термокамеры (6)
Термокриостат (1)
Термокриостат жидкостной (1)
Термометр (27)
Термометр-гигрометр (1)
Термометр-щуп (1)
Термометрический дефектоскоп (1)
Термометры (2)
Термопара (11)
Термопинцет (1)
Терморегистратор (12)
Термостакан для вискозиметра (1)
Термостат (11)
Термостат жидкостной (1)
Термостат жидкостный (2)
Термошкаф лабораторный (2)
Тест на проницаемость хлоридов (1)
Тестер (1)
Тестер SMD компонентов (2)
Тестер автомобильный (1)
Тестер влажности (2)
Тестер водонепроницаемости бетона (1)
Тестер воды (3)
Тестер вытягивания бетонных анкеров (1)
Тестер давления (1)
Тестер диэлектрических жидкостей (1)
Тестер коррозии (1)
Тестер коэффициента усадки керамики при прокаливании (1)
Тестер на абразивное истирание (1)
Тестер на истирание (1)
Тестер нагрузки CBR (1)
Тестер напряжения (17)
Тестер неисправности кабеля (4)
Тестер определения прочности (1)
Тестер плавкости золы (1)
Тестер пресс-форм (1)
Тестер прочности на разрыв (1)
Тестер прямого сдвига и вытягивания (1)
Тестер сжатия и изгиба (1)
Тестер содержания ионов хлоридов в бетоне (1)
Тестер содержания технического углерода (1)
Тестер стойкости к истиранию (3)
Тестер сцепления (1)
Тестер температуры вспышки (0)
Тестер температуры вспышки нефтепродуктов (1)
Тестер тормозной жидкости (1)
Тестер точечной нагрузки (2)
Тестер удельного сопротивления бетона (1)
Тестер УЗО (2)
Тестер целостности свай (2)
Тестеры для проверки интерфейсов HDMI (1)
Тестовая наковальня для калибровки испытательного молотка (2)
Тестовые провода (1)
Течеискатель (26)
Тигель 1000 мл (1)
Тигель 500 мл для выжигания асфальтобетонной смеси (2)
Тигель двухъярусный (1)
Тигли Ле Шателье (1)
Титратор (0)
Токовые клещи (39)
Толщиномер (17)
Толщиномер бетона (1)
Толщиномер покрытий (6)
Толщиномер-гребенка (1)
Толщиномеры (10)
Томограф (3)
Трамбовки ручные (1)
Трамбовочная машина (0)
Трансмиттер точки росы (4)
Трассовик (1)
Трассодефектоискатель (2)
Трассоискатель (20)
Трафаретные принтеры (9)
Трехосное испытательное устройство (2)
Трехосный испытательный аппарат (8)
Трещиномеры (5)
Трибо-стенд (1)
Трибометр (2)
Трипод (2)
Трубка кварцевая (1)
Трубка стеклянная (2)
Угломеры (6)
Угольники, угломеры (6)
Указатель напряжения (2)
Указатель последовательности чередования фаз (2)
Указатель уровня жидкости (9)
Ультразвуковой дефектоскоп (29)
Ультразвуковой прибор (5)
Ультразвуковой толщиномер (13)
ультразвуковые толщимеры (1)
Универсальная испытательная машина (15)
Универсальная титровальная станция (0)
Универсальный комплект приспособлений и пригрузов для крепления форм (1)
Универсальный тестер для покрышек (1)
Уплотнитель грунта (7)
Уплотняющий аппарат для испытания грунта (1)
Уровень (46)
Установка алмазного сверления (10)
Установка вакуумная (5)
Установка вакуумной подготовки и контроля герметичности (1)
Установка высоковакуумной подготовки и контроля герметичности (1)
Установка гайковертная (1)
Установка гайкошуруповертная (1)
Установка депарафинизации скважин (1)
Установка для воспламеняемости (1)
Установка для воспламеняемости игрушки (1)
Установка для испытаний (3)
Установка для испытания асфальтобетона (2)
Установка для испытания велосипеда (3)
Установка для испытания мебели (8)
Установка для определения воздухопроницаемости текстильных материалов (2)
Установка для определения деформационной теплостойкости и температуры размягчения (2)
Установка для определения колееобразования (1)
Установка для определения прочности горных пород (0)
Установка для определения сопротивления истираемости по показателю микро-Деваль (1)
Установка для определения состава тяжелых фракций при пониженном давлении (0)
Установка для определения сроков схватывания тампонажных растворов (1)
Установка для определения температуры размягчения (1)
Установка для определения устойчивости окраски меховых и кожаных изделий (1)
Установка для отбора кернов (1)
Установка для получения образцов горных пород (1)
Установка для резки образцов бетона (1)
Установка для смешивания (1)
Установка контроля герметичности для поточных производств (1)
Установка на колееобразование (2)
Установка подготовки газовых смесей (1)
Установка резки кернов (2)
Установки аэрации воды (1)
Установки дозирования (1)
Установки механической фильтрации (1)
Установки обратного осмоса (1)
Установки ультрафильтрации воды (1)
Установки умягчения (2)
Установки УФ-обеззараживания воды (1)
Установки фильтрации и обезжелезивания (1)
Установщик ЅМD-компонентов (24)
Устройство автономного охлаждения (0)
Устройство для влажного просеивания (1)
Устройство для встряхивания жидкостей в сосудах УВЖ-1Ф (0)
Устройство для встряхивания образца (1)
Устройство для встряхивания цемента (1)
Устройство для гидростатического взвешивания (1)
Устройство для заготовки каналов (13)
Устройство для заготовки каналов кабельной канализации (4)
Устройство для заполнения ящиков (1)
Устройство для извлечения образцов (2)
Устройство для измерения изменений длины (объема) бетонного образца (1)
Устройство для измерения канатов (1)
Устройство для измерения усадки цементных балочек (1)
Устройство для испытания анкеров (1)
Устройство для испытания батута (1)
Устройство для испытания детских колясок (1)
Устройство для испытания игрушек (4)
Устройство для испытания на набухание (1)
Устройство для испытания на одиночное уплотнение (1)
Устройство для испытания пресс-формы (0)
Устройство для испытания триплексного уплотнения (1)
Устройство для испытания шлема на прочность (1)
Устройство для испытания щитовых деталей (1)
Устройство для капиллярного водонасыщения образцов (1)
Устройство для контроля геометрических параметров автомобильных дорог (2)
Устройство для контроля периметра и цепей (1)
Устройство для мокрого просеивания цемента (1)
Устройство для ограничения жидкости (1)
Устройство для определения битумного вяжущего (1)
Устройство для определения влажности почвы (1)
Устройство для определения гибкости и прочности проволоки и провода (1)
Устройство для определения деформаций усадки (1)
Устройство для определения доступности пружин (1)
Устройство для определения дробимости (1)
Устройство для определения зазора (1)
Устройство для определения закрепления краски на бумаге (1)
Устройство для определения капиллярности тканей (1)
Устройство для определения коэффициента набухания глин (1)
Устройство для определения коэффициента уплотнения бетона (1)
Устройство для определения показателя сцепления посыпки (1)
Устройство для определения потери посыпки (1)
Устройство для определения прочности лакокрасочных покрытий к истиранию песком (1)
Устройство для определения прочности образцов горных пород (1)
Устройство для определения прочности сварных швов игрушек (1)
Устройство для определения размера игрушек (1)
Устройство для определения распределения размеров частиц мелкозернистой части почв (1)
Устройство для определения сдвигоустойчивости асфальтобетона (2)
Устройство для определения температуры сваривания материала (1)
Устройство для определения уплотнения почвы (1)
Устройство для определения устойчивости окраски кожаных изделий (1)
Устройство для определения утечки содержимого в игрушках (1)
Устройство для оценки угловатости мелкозернистого заполнителя (1)
Устройство для подготовки проб (0)
Устройство для прямого среза грунта (2)
Устройство для распиловки асфальтобетонных и цементобетонных образцов-вырубок (1)
Устройство для сравнения длины цемента (1)
Устройство для ударопрочности (1)
Устройство заполнения для сжиженных газов (1)
Устройство контроля арматуры (1)
Устройство Лейтнера (1)
Устройство на УФ-излучение (1)
Устройство ОВС (1)
Устройство определение ударного воздействия элементов качания (1)
Устройство определения угла наклона (с фиксацией) (1)
Устройство подготовки проб (1)
Устройство подготовки проб асфальтобетона (1)
Устройство потери воды из шлама (0)
Устройство сравнения длины (1)
Устройство типовой нагрузки для гибкого элемента (1)
Утюжок титановый для промазки (1)
УФ-метр (1)
УФ-радиометр (3)
Фаскосъемник (1)
Ферритометр (1)
Фиксирующие конусы (2)
Фильтр-пресс (1)
Фильтр-пресс мультисекционный (1)
Фильтр-пресс полуплощадной (1)
Фильтр-пресс стандартная ячейка (1)
Флексометры (1)
Форма (7)
Форма головы для испытаний шлема (1)
Форма для бетона (5)
Форма для определения плотности (1)
Форма для определения слеживаемости холодных асфальтобетонных смесей (2)
Форма для статического расслоения (1)
Форма для цементного раствора (1)
Форма латунная для испытаний битума «восьмерка» (1)
Форма Маршалла (2)
Форма-конус (2)
Формирователь импульсов (1)
Формы для асфальтобетонных и цементобетонных образцов (3)
Формы для изготовления образцов (5)
Формы для стальных балок (1)
Формы куба (10)
Формы Маршалла (1)
Формы-балочки (2)
Формы-цилиндры (7)
Фототахометр (4)
Фотоэлектрический тестер пределов текучести и пластичности (1)
Фрезерование (1)
хDSL-тестер (2)
Хроматографическая система (1)
Цветные пенетранты (19)
Целеуказатели (0)
Центрифуга (5)
Центрифуга для бензина и масел (0)
Центрифуга для определения воды и осадка (1)
Центрифуги (1)
Центрифужный экстрактор (1)
Центробежный экстрактор (2)
Цилиндр металлический (1)
Цилиндр с плунжером (2)
Цилиндр стабильности (1)
Циркометры (1)
Циркулятор (0)
Циркуляционная баня (6)
Циркуляционная термостатическая ванна (1)
Циркуляционный насос (7)
Цифровой молоток для испытания бетона (2)
Цифровой стандартный вискозиметр для смол (0)
Цифровой термостат (1)
Цифровой тестер Маршалла (1)
Цифровой угломер (5)
Цифровой уровень (11)
Частотомер (1)
Чаша затворения (1)
Чаша пенетрационная (2)
Чаша пенетрационная для испытания битума (h=35мм) (0)
Чаша пенетрационная для испытания битума (h=60мм) (0)
Чашка сферическая с подставкой (1)
Шаблон для выставления высоты при испытании (2)
Шаблон для измерения определения разрушения и износа разметки (1)
Шаблон для определения прохода элемента через отверстие (1)
Шаблон для определения равномерности распределения щебня (1)
Шаблон для определения точек приложения нагрузок (1)
Шаблоны сварщика (26)
Шарнирное устройство для форм (3)
Шары для полочного барабана (1)
Шахматные доски (1)
Швонарезчики (11)
Шейкер (2)
Шкала Мооса (1)
Шкаф нагрузки (1)
Шкаф стальной (1)
Шлифзерно (1)
Шлифовальная машина (4)
Шлифовально-полировальный станок (14)
Шлифовальный станок (10)
Шнековый бур (1)
Шпалоподбойка (1)
Штамп Эриксена (2)
Штанга гидрометрическая (3)
Штанга-штатив (3)
Штангенглубиномер (5)
Штангенрейсмас (2)
Штангенциркуль (30)
Штатив (13)
Штатив алюминиевый (6)
Штатив нераздвижной (2)
Штатив нивелирный (4)
Штатив раздвижной (5)
Штатив трехножный (0)
Штатив трубный (0)
Штатив элевационный (12)
Штатив-трипод (1)
Штыковка (3)
Шумозащитный кожух (2)
Шумомер (20)
Шумомеры (4)
Щетки металлические (1)
Щипцы тигельные (1)
Щуп для оценки полностью замкнутых проемов (2)
Щуп для трассировки кабелей (2)
Щуп-пинцет (1)
Щуп, имитирующий голову (1)
Экспертная система для диагностики (0)
Экспертная система для диагностики VDSL и ADSL (1)
Экспресс-анализ воздухопроницаемости материалов (0)
Экстензометр (1)
Экстрактор с центрифугой (2)
Экструдер для образцов (1)
Экструдеры (12)
Эластоскопы (1)
Электрический встряхиватель (1)
Электроагрегаты (2)
Электромагнит (1)
Электромагнитный виброгрохот (1)
Электромеханический уплотнитель для определения прочности асфальтобетона на сдвиг (1)
Электронный индикатор (1)
Электронный теодолит (12)
Электронный тестер прочности геотекстиля (1)
Электронный угломер (7)
Электронный уровень (7)
Элементный спектрометр (1)
Эмиссионный спектрометр (9)
Эмульгатор (1)
Эндоскоп (23)
Эндоскопическая система (1)
Эталономер (1)
Эхолот (26)
Яркомер (5)
Ячейка старения (1)
Ячейки для сит (1)
Ящик (2)
Показано 1–16 из 60
Микрометры используются для измерения параметров деталей небольшого размера.
В основе конструкции лежит так называемая микропара – неподвижная гайка и винт. Объект, размеры которого предстоит узнать, помещают между пяткой скобы и винтом. Для надежного закрепления детали в устройстве присутствует трещотка или фрикцион. В процессе проведения замеров вращают винт вокруг его оси и пропорционально углу, на который поворачивается гайка. В итоге целое значение определяется по показателю на стебле прибора, а доли – на барабане.
Существует множество классификаций микрометров по нескольким признакам.
Признак сравнения
Вид и характеристика
Область применения
Гладкий – для круглых и плоских изделий,
зубометр – для шестерен и колес с зубцами,
листовой – определяет толщину рулонных, листовых и пленочных материалов,
трубный – измеряет толщину труб,
проволочный – для вычисления диаметра шариков из подшипников и проволоки,
канавочный (глубиномер) – измеряет отверстия, углубления, трещины на поверхности объекта,
призматический – для изделий с большим количеством лезвий, опора сделана в форме призмы,
нутромер – для анализа внутренних плоскостей инструментов,
для горячего проката – контроль размеров деталей в процессе их производства, отличительная особенность – наличие откалиброванного колеса,
резьбомерный – для мелкого крепежа, обладает насадками для самых распространенных видов резьбы,
двушкальный – показывает пределы параметров объекта.
Функциональность
Универсальный – можно менять элементы прибора и настраивать его для работы с разными типами инструментов, однако из-за этого ухудшаются показатели точности;
узкоспециализированный – с несменяемыми элементами конструкции (проволочный, резьбомерный и прочие высокоточные аппараты).
Тип индикации
Механические аналоговые, оснащенные статической шкалой – рукоятка агрегата перемещается вручную, подсчет результатов осуществляется при сопоставлении данных со стебля и барабана;
мех. аналог., рычажные – действуют, как и предыдущие, но результат виден на индикаторе со стрелкой;
мех. цифровые – в основе все та же микропара, но данные выводятся на экран;
лазерные – самые современные устройства, работающие по принципу превращения лазерного луча посредством оптики в плоскость и его анализа фотоэлементом. Позволяет определять параметры сложных объектов, но не способен измерять внутренние их части.
Дополнительные приспособления
С насадками для нешироких изделий,
с удлиненными губками – для предметов значительных размеров.
В соответствии с ГОСТом 6507-90 выделяют микрометры
гладкие (МК),
трубные (МТ),
листовые, оснащенные циферблатом (МЛ),
головки для анализа перемещений (МГ),
зубомерные (МЗ),
для замеров проволоки (МП).
Также производители предлагают дисковые аппараты, с точечными, ножевидными, сферическими наконечниками. Разновидностей становится все больше, производятся новые сменяемые элементы, благодаря чему устройство можно быстро адаптировать к решению многих задач. Однако универсальность часто становится причиной снижения точности. Для большинства приборов установлен максимум погрешности в 0,001-0,01 мм. Характеристика, актуальная для конкретного агрегата, указывается в прилагаемых к нему документах.
Сферы применения высокоточных микрометров
Микрометры выпускаются с разными диапазонами измерений. Небольшие экземпляры работают с предметами до 25 мм, крупные аналоги – до 3000 мм. Впрочем, даже аппараты средних показателей можно оснастить сменной пяткой для увеличения предела. Устройства для крупных изделий имеют, как правило, второй класс точности и погрешности до +/-0,056 мм. Измерители с диапазоном 0-25 мм предполагают отклонения всего в 0,001 мм.
Для выбора микрометра важно учесть следующие нюансы:
предел измерений и отклонения,
сферу применения,
универсальность: для однотипных предметов или разных по форме и габаритам,
способ индикации,
наличие дополнительной скобы и заменяемой пятки для больших замеров.


 Электронный микрометр AMO MR-25Подробнее
Электронный микрометр AMO MR-25Подробнее Микрометр электронный RGK MC-100В корзину
Микрометр электронный RGK MC-100В корзину Микрометр электронный RGK MC-75В корзину
Микрометр электронный RGK MC-75В корзину Микрометр электронный RGK MC-50В корзину
Микрометр электронный RGK MC-50В корзину Микрометр электронный RGK MC-25В корзину
Микрометр электронный RGK MC-25В корзину Микрометр RGK MPM-100В корзину
Микрометр RGK MPM-100В корзину Микрометр RGK MPM-75В корзину
Микрометр RGK MPM-75В корзину Микрометр RGK MPM-50В корзину
Микрометр RGK MPM-50В корзину Микрометр RGK MPM-25В корзину
Микрометр RGK MPM-25В корзину Микрометр RGK MCM-100В корзину
Микрометр RGK MCM-100В корзину Микрометр RGK MCM-75В корзину
Микрометр RGK MCM-75В корзину Микрометр RGK MCM-50В корзину
Микрометр RGK MCM-50В корзину Микрометр механический RGK MCM-25 с поверкойВ корзину
Микрометр механический RGK MCM-25 с поверкойВ корзину Микрометр механический RGK MCM-25В корзину
Микрометр механический RGK MCM-25В корзину Микрометр цифровой МЕГЕОН 80800SПодробнее
Микрометр цифровой МЕГЕОН 80800SПодробнее Микрометр механический МЕГЕОН 80602Подробнее
Микрометр механический МЕГЕОН 80602Подробнее