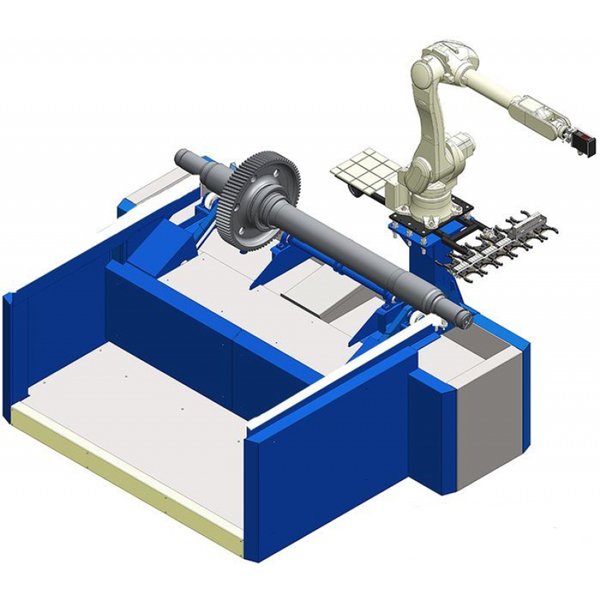
Стенд лазерного сканирования и дефектоскопии “РОБОСКОП ВТМ-5000″ / ОР” предназначен для проведения неразрушающего контроля свободных (распрессованых) осей колесных пар рельсового подвижного состава. В качестве деталей контроля могут быть любые ж/д оси, в том числе моторизированные с зубчатыми колесами (БЗК) или схожие детали – валы, трубы, цилиндры и тп. Закрузка и выгрузка объктов контроля осуществляется автоматически из накопителя при помощи специального пневмо-схвата.
Применяемые методы контроля:
- измерительный (лазерная профилометрия)
- вихретоковый,
- ультразвуковой.
Все параметры контроля, скорость вращения детали, выбор рабочих преобразователей и траекторий их перемещения задаются в системе на этапе формирования методики из меню настроек. Исполнение методик осуществляется в автоматическом режиме с полной визуализацией 3D сценария и параметров контроля. На этапе проектирования в функционал установки включаются дополнительные системы механизации (погрузка/выгрузка, перемещения/вращения) и тд.
Робоскоп ВТМ-5000 / ОР, является современной альтернативой ручным методам контроля, полностью исключает необходимость в магнитопорошковым контроле, обеспечивая при этом, полное докуменирование результатов и строгое соблюдение последовательности исполнения заданных методик.
Методы контроля и применяемые преобразователи в системе РОБОСКОП ВТМ-5000 / ОР
Ультразвуковая дефектоскопия. Ультразвуковая дефектоскопия — метод, предложенный С. Я. Соколовым в 1928 году и основанный на исследовании процесса распространения ультразвуковых колебаний с частотой 0,5 — 25 МГц в контролируемых изделиях с помощью специального оборудования — ультразвукового преобразователя и дефектоскопа. Является одним из самых распространенных методов неразрушающего контроля.
Звуковые волны не изменяют траектории движения в однородном материале. Отражение акустических волн происходит от границы раздела сред с различными удельными акустическими сопротивлениями. Чем больше различаются акустические сопротивления, тем большая часть звуковых волн отражается от границы раздела сред. Так как включения в металле обычно содержат газ (смесь газов) возникающих вследствие процесса сварки, литья и т. п. И не успевают выйти наружу при затвердевании металла, смесь газов имеет на пять порядков меньшее удельное акустическое сопротивление, чем сам металл, то отражение будет практически полное.
Разрешающая способность акустического исследования, то есть способность выявлять мелкие дефекты раздельно друг от друга, определяется длиной звуковой волны, которая в свою очередь зависит от частоты ввода акустических колебаний. Чем больше частота, тем меньше длина волны. Эффект возникает из-за того, что при размере препятствия меньше четверти длины волны, отражения колебаний практически не происходит, а доминирует их дифракция. Поэтому, как правило, частоту ультразвука стремятся повышать. С другой стороны, при повышении частоты колебаний быстро растёт их затухание, что сокращает возможную область контроля. Практическим компромиссом стали частоты в диапазоне от 0,5 до 10 МГц.
Вихретоковый контроль. Вихретоковый контроль — один из методов неразрушающего контроля изделий из токопроводящих материалов. Основан на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых в объекте контроля этим полем.
Вихретоковый метод контроля основан на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля (ОК) этим полем. В качестве источника электромагнитного поля чаще всего используется индуктивная катушка (одна или несколько), называемая вихретоковым преобразователем (ВТП).
Синусоидальный (или импульсный) ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электромагнитном объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное электрическое сопротивление. Регистрируя напряжение на катушках или их сопротивление, получают информацию о свойствах объекта и о положении преобразователя относительно его. Особенность вихретокового контроля в том, что его можно проводить без контакта преобразователя и объекта. Их взаимодействие происходит на расстояниях, достаточных для свободного движения преобразователя относительно объекта (от долей миллиметров до нескольких миллиметров). Поэтому этими методами можно получать хорошие результаты контроля даже при высоких скоростях движения объектов.
Применяется в:
- В авиации. Метод вихревых токов используется для контроля конструкций, изготовленных из токопроводящих материалов в воздушных судах
– барабаны колёс
– лопасти воздушных винтов
– лопатки компрессора и турбины газотурбинных двигателей
– силовые элементы планера - В железнодорожном транспорте вихретоковый контроль применяется для оценки состояния рельсового пути.
- В трубном производстве для контроля прямо-шовного шва труб
Визуальный и измерительный контроль. Визуальный и измерительный контроль (ВИК) — Один из разновидностей методов неразрушающего контроля, в первую очередь основан на возможностях зрения, объект контроля исследуется в видимом излучении. Метод проводится с использованием простейших измерительных средств таких как: лупа, рулетка, УШС, штангенциркуль и т. д. С его помощью можно обнаружить: коррозионные поражения, трещины, изъяны материала и обработки поверхности и пр. Также проводят при помощи оптических приборов, что позволяет значительно расширить пределы естественных возможностей глаза.
Визуальный и измерительный контроль например полимерных и композитных материалов, сварных соединений, сооружений и технический устройств проводят с требованиями специально разработанной документации, примером может являться РД 03-606-03. Инструкции базируются на правилах безопасности утверждённых Гостехнадзором.
Область применения
- На стадии входного контроля для выявления поверхностных дефектов материала (трещин, расслоений, забоин, шлаковых включений, раковин и пр.), а также отклонений геометрических размеров заготовок от изначальных
- При подготовке деталей под сборку и сварку.
- После окончании сварки, либо на определённых её этапах — для выявления в сварном соединении поверхностных дефектов и несплошностей (раковин, пор, свищей, подрезов, прожогов, наплывов и пр.), а также при отклонении сварного шва от требований, установленных стандартами.
- На стадии технического диагностирования.