
Акустико-эмиссионный контроль
Показаны все из 6
-
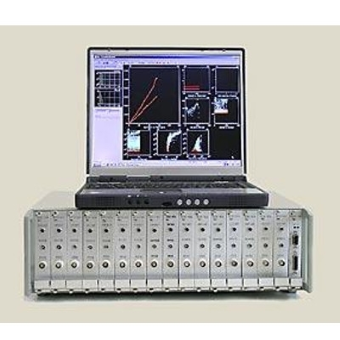 Акустико-эмиссионная система МАЛАХИТ АС-12АПодробнее
Акустико-эмиссионная система МАЛАХИТ АС-12АПодробнее -
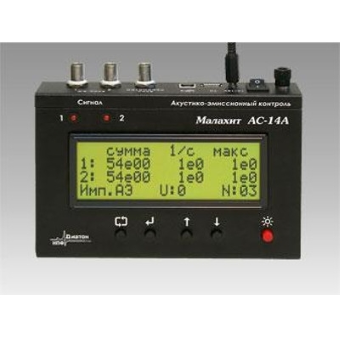 Акустико-эмиссионная система МАЛАХИТ АС-14АПодробнее
Акустико-эмиссионная система МАЛАХИТ АС-14АПодробнее -
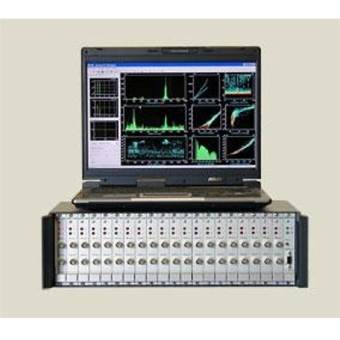
 Акустико-эмиссионная система МАЛАХИТ АС-15А/2Подробнее
Акустико-эмиссионная система МАЛАХИТ АС-15А/2Подробнее -
 Акустико-эмиссионная система МАЛАХИТ АС-15АПодробнее
Акустико-эмиссионная система МАЛАХИТ АС-15АПодробнее -
 Акустико-эмиссионная система Лель A-Line 32D (DDM)Подробнее
Акустико-эмиссионная система Лель A-Line 32D (DDM)Подробнее -
 Акустико-эмиссионная система UNISCOPEПодробнее
Акустико-эмиссионная система UNISCOPEПодробнее
 Акустическая эмиссия (АЭ) является пассивной неразрушающей методикой для выявления прогрессирующих дефектов, коррозии, разломов и трещин, способных привести к аварийным ситуациям.
Акустическая эмиссия (АЭ) является пассивной неразрушающей методикой для выявления прогрессирующих дефектов, коррозии, разломов и трещин, способных привести к аварийным ситуациям.
Подход имеет теоретическое обоснование, что каждый дефект способен излучать собственные сигналы, по которым можно оценить масштабы разрушений.
АЭ применяется на предприятиях следующих отраслей:
 химической,
химической,- металлургической,
- машиностроительной,
- нефтегазовой,
- атомной и электрической,
- авиационной и космической,
- строительной.
АЭ-метод подходит для контроля сварочного процесса, износа оборудования и смазки, обнаружения потерянных элементов, течей, кавитации. Акустико-эмиссионные аппараты применяются для контроля емкостей и труб под давлением, летательных аппаратов, мостов и эстакад, химических реакторов и другого оборудования, работающего под нагрузкой и склонного к деформации.
Преимущества метода по сравнению с другими подходами:
 демонстрирует динамику развития дефектов,
демонстрирует динамику развития дефектов,- требует нагрузку, причем каждый анализ при заданном нагружении индивидуален,
- высокочувствительный, способен обнаружить рост трещины в доли миллиметров,
- чувствителен к структуре материала, например, сильные импульсы идут от хрупких и разнородных объектов, слабые – от вязких и мягких,
- контроль происходит всего за один цикл нагрузки,
- проверка любых материалов – металла, полимеров, дерева,
- не имеет значения форма дефекта, расположение исследуемого агрегата,
- не нужны особые усилия для проведения проверки,
- общий анализ осуществляется несколькими датчиками, расставленными по площади объекта, при этом не следует вскрывать изоляционные оболочки, освобождать емкости от содержимого для получения доступа ко всей поверхности,
- когда деформация приобретает критические значения, сигнал многократно увеличивается, что позволяет сразу выявить проблему.

Основной сложностью является затруднение выявления поврежденных участков при помехах и постороннем шуме, поэтому основное требование к устройствам – отсеивание лишних волн.
АЭ используется для обнаружения узких мест, другие методики – для последующего более детального исследования проблемных участков и причин возникновения недостатков.
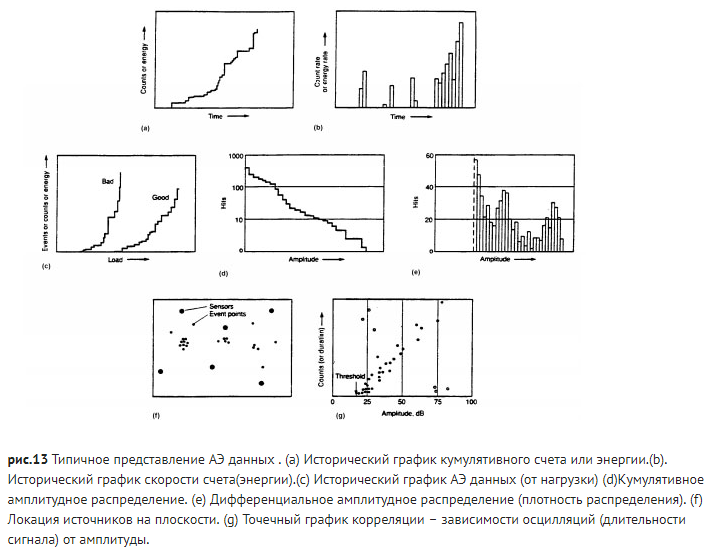
Таблица 1. Сравнение характеристик АЭ метода контроля с другими методами НК
|
Акустическая Эмиссия |
Другие МНК |
|---|---|
| Обнаруживает движение дефектов |
Обнаруживают геометрическую форму дефектов |
|
Требует нагружения |
Не требуют нагружения |
|
Каждое нагружение уникально |
Контроль воспроизводим |
|
Чувствтьелен к структуре материала |
Менее чувствительны к материалу |
|
Менее чувствительны к геометрии |
Более чувствительны к геометрии |
|
Требует меньших усилий при проведении контроля продукции/процессов |
Требуют больших усилий при проведении контроля продукции/процессов |
|
Требует доступ только в местах установки датчиков |
Требуют доступ ко всей поверхности объекта |
|
Контролирует конструкцию за один цикл нагружения |
Постепенное сканирование участков конструкции |
|
Основные проблемы: сильное влияние шума |
Основные проблемы: сильное влияние геометрии |
Система включает в себя ряд устройств:
 модули, принимаемые сигналы и осуществляющие их преобразование (преобразователи),
модули, принимаемые сигналы и осуществляющие их преобразование (преобразователи),- кабели для подключения модулей,
- агрегаты для калибровки и настройки,
- аппараты для усиления сигналов,
- ПК для обработки информации и отдачи команд другим приборам.
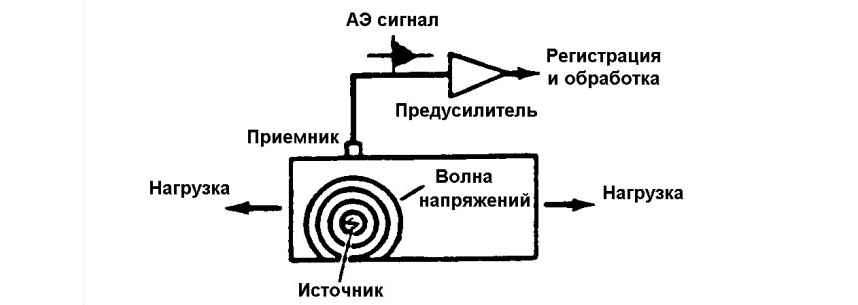
Датчики АЭ-оборудования, расставленные по поверхности объекта, собирают сигналы от разломов, преобразуют и отправляют на ПК для дальнейшей обработки. Дефекты можно находить дистанционно и с учетом разницы времени достижения сигналами разных датчиков. Дистанционность дает возможность безопасно работать с удаленными трубопроводами и опасными объектами без приостановления функционирования.
По результатам анализа выводятся данные о расположении импульса, времени фиксации, нагрузке (температуре и давлении), энергетические показатели, параметры импульсов, превышающие максимальные значения.